






齒輪滾刀是按展成法加工齒輪的刀具,在齒輪制造中應用很廣泛,可以用來加工外嚙合的直齒輪、斜齒輪、標準齒輪和變位齒輪。其加工齒輪的范圍很大,模數0.1~40mm的齒輪均可用滾刀加工。
下圖是用齒輪滾刀加工齒輪的工作原理圖。滾刀軸線與工件斷面傾斜一個角度ψ。滾刀的旋轉運動為主運動。加工直齒輪時,滾刀每轉一轉,工件轉過一個齒(當滾刀為單頭時)或數個齒(當滾刀為多頭時),以形成展成運動,即圓周進給運動。為了要在齒輪的全齒寬上切出齒形,滾刀還需有沿齒輪軸線方向的進給運動。切斜齒輪時,除上述運動外還需給工件一個附加的轉動。
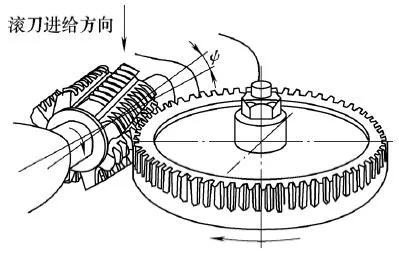
齒輪滾刀的工作原理
滾刀屬于比較昂貴的金屬切削刀具,要求具有高的熱硬性、耐磨性,所以淬火溫度比較高,但比車刀略低,常在1225~1230℃,580~620℃分級,組織金相級別9.5~10級。第一次回火宜用350~380℃或二次貝氏體處理,然后再進行550℃×1h的高溫回火3次,過熱1~2級,甚至3級,終極組織硬度可達65HRC以上。
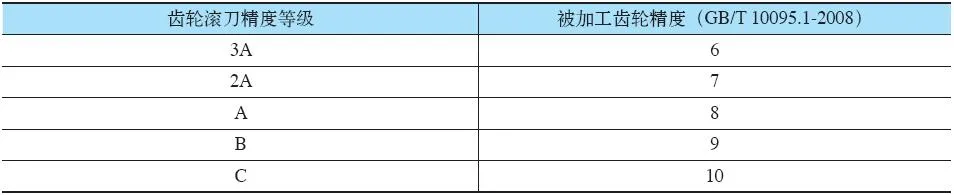
齒輪滾刀精度等級分為:3A級、2A級、A級、B級和C級。輪齒精度在6級或6級以上時,應采用3A級精度的滾刀加工。刮前、磨前和剃前滾刀的精度一般為A級和B級。齒輪滾刀精度等級與被加工齒輪精度如表所示,刮削滾刀精度等級如表所示。
齒輪滾刀精度等級
刮削滾刀精度等級

齒輪滾刀選用注意要點如下:
(1)根據被加工齒輪的精度來選擇。7級精度及以上齒輪建議采用整體式滾刀,其他可以采用刀片式滾刀。
(2)根據被加工齒輪的硬度來選擇。如果齒坯硬度>300HBW,建議采用刀片式滾刀。
(3)根據齒輪批量和效率來選擇。如果批量大,且有較高的效率要求,則采用刀片式滾刀。


 客服1
客服1 