






一、概述
磨削過去一般常用于半精加工和精加工,加工精度可達IT5-IT6,加工粗糙度可小至Ra1.25-0.01μm,鏡面磨削時可達Ra0.04-0.01μm。磨削常用于淬硬鋼、耐熱鋼及特殊合金材料等堅硬材料。磨削的加工余量可以很小,在毛坯預加工工序如模鍛、模沖壓、精密鑄造的精確度日益提高的情況下,磨削是直接提高工件精度的一個重要的加工方法。由被磨削工件和磨具在相對運動關系上的不同組合,可以產生各種的不同磨削方式。由于各種各樣的機械產品越來越多地采用成形表面,成形磨削和仿形磨削得到了越來越廣泛的應用。齒輪磨削方法主要是是成形磨削和展成磨削。磨削時,由于所采用的“刀具”(磨具)與一般金屬切削所采用的刀具不同,且切削速度很高,因而磨削機理和切削機理就有很大的不同,下面簡要介紹磨削過程中的幾個基礎性問題。
二、磨粒切削刃的磨削模型
一顆磨粒磨削經歷了滑擦(彈性變形)、耕犁(塑性變形)及切削(形成切屑,沿磨粒前面流出)的過程,使工件表面形成熱應力與變形應力。磨粒在切削表面上的滑擦、耕犁和切削與磨粒的狀況和被加工材料性質有關。上述的三個過程與砂輪速度有關,砂輪速度愈高,彈塑性區就愈小。彈塑性區還與每顆磨粒的實際磨削量有關。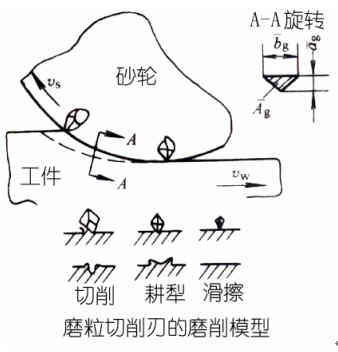


 客服1
客服1 