






如圖所示,齒輪滾刀按結構不同,可分為整體滾刀和鑲齒滾刀兩種。按用途可分為粗加工滾刀和精加工滾刀,按滾刀切削部分材料可分為高速鋼滾刀和硬質合金滾刀;根據滾刀螺紋頭數多少可分為單頭滾刀和多頭滾刀。此外,根據被加工工件的特點,還可對齒輪滾刀的結構和滾刀齒形幾何形狀做出各種各樣的改進,典型的有小壓力角滾刀、波形刃滾刀、不等齒高速滾刀、全切式滾刀等,以及刮前齒輪滾刀、磨前齒輪滾刀和剃前齒輪滾刀。后兩種的刀齒較窄,使滾切到深度后,工件的齒厚還有磨齒或剃齒的余量。
滾刀分類
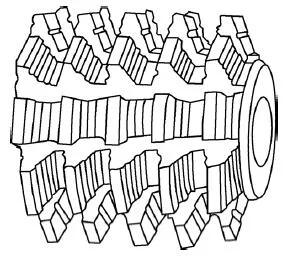
1.整體高速鋼齒輪滾刀 中、小模數滾刀都做成整體結構,如圖所示。整體高速鋼齒輪基本形式分為兩種,Ⅰ型適用于JB/T3227-2013《高精度齒輪滾刀 通用技術條件》所規定的3A級滾刀及GB/T6084-2016《齒輪滾刀 通用技術條件》所規定的2A級滾刀;Ⅱ型適用于GB/T6084-2016所規定的2A、A、B、C四種精度的滾刀。整體高速鋼齒輪滾刀做成單頭、右旋、零度前角、直槽形式。
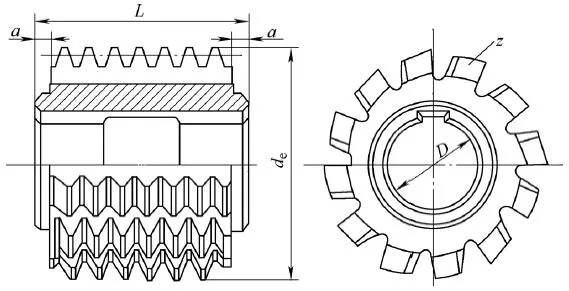
整體高速齒輪滾刀
2.鑲片齒輪滾刀 大模數和中模數滾刀可做成鑲片結構,一方面節省高速鋼,同時還可以保證刀片的熱處理性能,使滾刀壽命提高。由于鍛造和熱處理工藝的不斷改進,模數20mm以上的鑲片齒輪滾刀逐步被整體高速鋼齒輪滾刀替代。
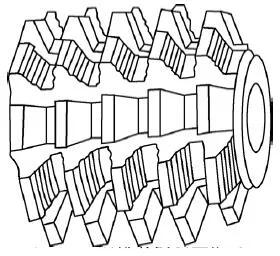
(1)鑲片齒輪滾刀:下圖是模數為9~40mm的鑲片齒輪滾刀,其做成單頭、右旋、零度前角、直槽形式,精度等級為2A、A、B,其齒形檢驗應采用漸開線基本蝸桿。
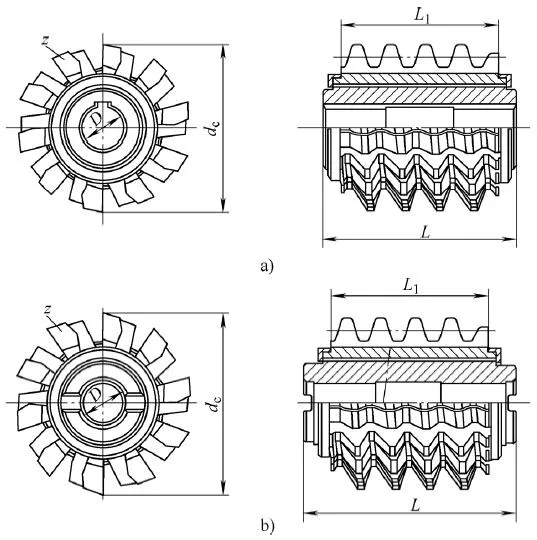
鑲片齒輪滾刀
a)帶軸向鍵槽形 b)帶斷面鍵槽形
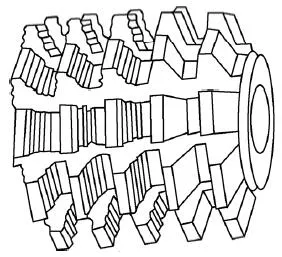
(2)正前角鑲片齒輪滾刀:下圖是模數為9~40mm的正前角鑲片齒輪滾刀,其作成單頭、右旋、頂圓處前角為7°、直槽,其齒形檢驗應采用漸開線基本蝸桿。
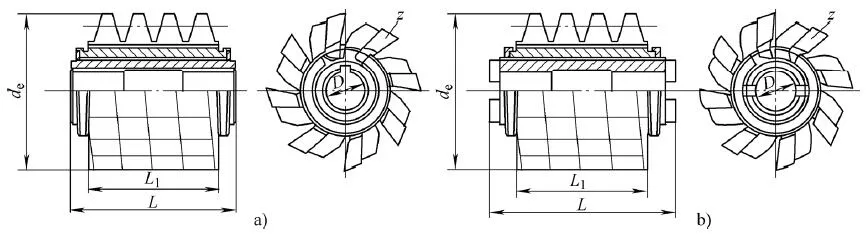
正前角鑲片齒輪滾刀
a)帶軸向鍵槽形 b)帶斷面鍵槽形
3.帶切削錐滾刀 切削螺旋角較大的斜齒齒輪時,滾刀軸線傾斜角較大,滾刀在不同平面的投影長度縮短,滾刀切入齒坯的前幾個齒承受過大的過載負荷,為使滾刀工作刀齒之間的負荷分配均勻些,當被加工齒輪螺旋角大于20°時,應在滾刀的一端加工出切削錐。切削錐的部位應根據被切齒輪的螺旋方向,滾刀的螺旋方向及滾切齒輪時的進給方向而定。
4.波形刃高效率粗切齒輪滾刀 粗滾齒時切屑的形狀變化大,引起切削力變化大,造成機床振動,限制了粗滾齒的生產效率。滾刀齒形鏟磨成波形刃后可以把切屑切下,切屑形狀變化小,切削力變化小,機床振動小,可以提高切削用量,在切削硬齒面齒輪時效果更加顯著。波深0.8~1.2mm,波距7~12mm,波紋和直面要圓滑連接,避免尖角。波形結構常采用以下幾種:
(1)全波紋型,波紋前后交錯,如圖所示。
全波紋型
(2)隔排有波紋型,波紋不交錯,如圖所示。
隔排有波紋型
(3)帶修光齒型,波紋前后不交錯,如圖所示。
帶修光齒型
5.機夾、粘接大模數齒輪滾刀 大模數鑲片齒輪滾刀,刀片重量大,需要大截面的高速工具鋼鍛造,而高速工具鋼原材料的碳化物偏析隨著截面的增加而增高,碳化物偏析高,不但用它制造的刀片壽命低,而且在鍛造、熱處理、磨削加工,以及在使用過程中很容易出現裂紋,故使大模數鑲片齒輪滾刀價格昂貴,質量不高。機夾、粘接大模數齒輪滾刀克服了上述缺點,把一排一條刀片改變成一齒一個刀片,可用小截面高速工具鋼制造大模數齒輪滾刀。
6.多頭齒輪滾刀 使用多頭齒輪滾刀,可以明顯提高滾齒生產率,特別在滾切齒數多的斜齒輪時效果更加明顯,使用與齒輪螺旋方向一致的多頭滾刀時,刀架的轉角比用相近直徑單頭滾刀要小,所以滾刀邊齒的負荷也會減輕些,因此,中、小模數的多頭滾刀在粗滾齒中廣泛應用。滾刀頭數通常采用2~3頭。
隨著滾刀頭數的增加,切削負荷相應加大,而包絡一個齒面的切削次數成比例地減少。為了提高滾刀的剛性和減少被切齒輪面的棱度,滾刀外徑和孔徑需相應增大,圓周齒數也應增多。還應注意:
(1)當被切齒輪齒數z2與滾刀頭數z1互為質數時,滾刀圓周齒數zk與頭數z1也應互為質數。這樣,齒輪在滾切時滾刀的制造誤差不會全部反映到齒輪上去,對提高齒輪精度有利。
(2)當齒輪齒數z2與滾刀頭數z1有公因數時,滾刀圓周齒數zk也應當被滾刀頭數z1整除,或有公因數,這是因為當滾刀圓周齒數不能被滾刀頭數整除時,如果一個齒對準齒輪中心,則其他頭的任何一齒都不能對準齒輪中心,結果造成其他齒滾出來不對稱。由于多頭滾刀滾齒包絡齒數少,這種不對稱性產生的誤差往往甚為可觀。在這種情況下使用多頭滾刀粗滾齒,應適當地考慮滾齒留量。


 客服1
客服1 