






所謂定位誤差,是指由于工件定位造成的加工面相對工序基準的位置誤差。因為對一批工件來說,
刀具經調整后位置是不動的,即被加工表面的位置相對于定位基準是不變的,所以定位誤差就是工序
基準在加工尺寸方向上的最大變動量。
㈠ 引言
①△總≤δ
其中△總為多種原因產生的誤差總和,δ是工件被加工尺寸的公差,△總包括夾具在機床上的裝夾誤差,工件在夾具中的定位誤差和夾緊誤差,機床調整誤差,工藝系統的彈性變形和熱變形誤差,機床和刀具的制造誤差及磨損誤差等。
②△定+ω≤δ 其中,ω除定位誤差外,其他因素引起的誤差總和,可按加工經濟精度查表確定。
所以由①和②知道:△定≤δ-ω (是驗算加工工件合格與否的公式)
或者:△定≤1/3δ(也是驗算加工工件合格與否的公式)
㈡ 定位誤差的組成
1、定義:定位誤差是工件在夾具中定位,由于定位不準造成的加工面相對于工序基準沿加工要求方向上的最大位置變動量。
2、定位誤差的組成:
定位基準與工序基準不一致所引起的定位誤差,稱基準不重合誤差,即工序基準相對定位基準在加工尺寸方向上的最大變動量,以△不表示。
定位基準面和定位元件本身的制造誤差所引起的定位誤差,稱基準位置誤差,即定位基準的相對位置在加工尺寸方向上的最大變動量,以△基表示。故有:
△定=△不+△基
此外明確兩點:
①只用調整法加工一批零件才產生定位誤差,用試切法不產生定位誤差;
②定位誤差是一個界限值(有一個范圍)。
㈢ 定位誤差的分析計算
⑴工件以平面定位時的定位誤差
定位基準:平面 ; 定位元件工作面:平面 ====>易加工平整,接觸良好===>
所以△基=0 △定=△不 (注:若位毛坯面,則仍有△基)
⑵工件以外圓柱面定位時的定位誤差(以V形塊為例)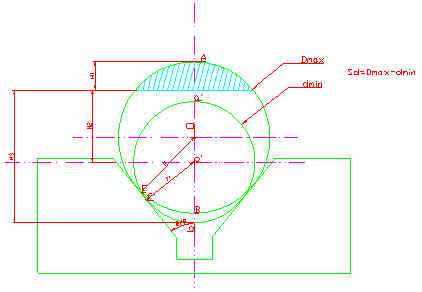
工序基準定位基準△定
H1尺寸: A0△不≠0, △基≠0
H2尺寸: 00△不=0, △基≠0
H3尺寸: B0△不≠0, △基≠0
①對H2尺寸:△不=0,△基為定位基準線0的在加工方向的最大變動量,即OO'
所以△基=OO'=OE-O'E=[dmax/2sin(α/2)]-[dmin/2sin(α/2)]=δd/2sin(α/2)
即:△定=△不+△基=0+δd/2sin(α/2)=δd/2sin(α/2)
②對H1尺寸:△不=δd/2,△基=δd/2sin(α/2)
或:△定=AA'=AO+OO'-A'O'=dmax/2+δd/2sin(α/2)-dmin/2
=δd/2{1+[1/sin(α/2)]}
③對H3尺寸:△定=BB'=B'O'+OO'-OB=(dmin/2)+[δd/2sin(α/2)]-dmax/2
=δd/2{[1/sin(α/2)]-1}
綜上所述:△定(H3)<△定(H2)<△定(H1) ,所以標注尺寸H3最好。
⑶工件以內孔表面定位時的定位誤差
①主要介紹工件孔與定位心軸(或銷)采用間隙配合的定位誤差計算
△定=△不+△基
a.心軸(或定位銷)垂直放置,按最大孔和最銷軸求得孔中心線位置的變動量為:
△基=δD+δd+△min=△max (最大間隙)
b.心軸(或定位銷)水平放置,孔中心線的最大變動量(在鉛垂方向上)即為△定
△基=OO'=1/2(δD+δd+△min)=△max/2
或△基=(Dmax/2)-(dmin/2)=△max/2
②工件孔與定位心軸(銷)過盈配合時(垂直或水平放置)時的定位誤差
此時,由于工件孔與心軸(銷)為過盈配合,所以△基=0。
對H1尺寸:工序基準與定位基準重合,均為中心O ,所以△不=0
對H2尺寸:△不=δd/2
⑷工件以"一面兩孔"定位時的定位誤差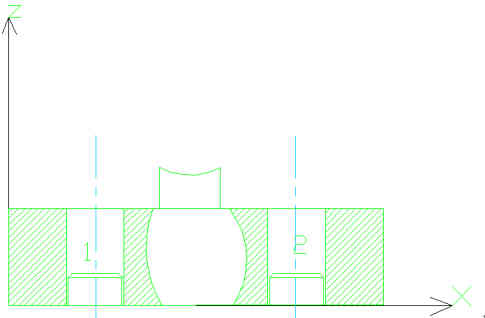
①“1”孔中心線在X,Y方向的最大位移為:
△定(1x)=△定(1y)=δD1+δd1+△1min=△1max(孔與銷的最大間隙)
②“2”孔中心線在X,Y方向的最大位移分別為:
△定(2x)=△定(1x)+2δLd(兩孔中心距公差)
△定(2y)=δD2+δd2+△2min=△2max
③兩孔中心連線對兩銷中心連線的最大轉角誤差:
△定(α)=2α=2tan-1[(△1max+△2max)/2L] (其中L為兩孔中心距)
以上定位誤差都屬于基準位置誤差,因為△不=0。


 客服1
客服1 