






(一)方肩銑刀選擇注意事項
對于方肩銑削加工策略和刀具的選擇,90°的主偏角是一個限制因素。這就需要正確選擇加工條件來進行補償。切削條件的最佳組合(高安全性、高生產率和低的生產成本)是大背吃刀量、大進給量與中等切削速度的結合。當機床超負荷時,必須減少背吃刀量,這要比降低進給量優先考慮。一般來說方肩銑刀的選用要注意以下幾點:
(1)徑向背吃刀量不應該超過刀具直徑的30%(出于安全考慮),假如徑向背吃刀量小于刀具直徑的30%,軸向背吃刀量可以等于切削刃長度(從安全性考慮應不超過80%)。當徑向背吃刀量超過30%時,軸向背吃刀量應該不超過切削刃長度的30%。如果背吃刀量或進給量受到加工條件的限制(零件尺寸、機床功率、刀具或零件的穩定性),可通過增大切削速度來提高生產率。
(2)使用平均切屑厚度和切削速度來優化加工過程,特別是當徑向背吃刀量與刀具直徑相比顯得較小時(不超過30%)。刀具和刀片(硬質合金材質、幾何角度和尺寸)的選擇應該和所選擇的切削參數組合相符合。
(3)刀具的夾緊要盡可能短、盡可能牢固,而且總是選擇滿足加工要求的盡可能大的刀具直徑。
(4)密齒刀具容屑空間小,但是其穩定性高,可以采用較高的進給速度。當徑向背吃刀量低于刀具直徑的30%時,最佳選擇是密齒刀具。對于銑槽加工,標準齒距和疏齒的刀具是最佳選擇。
(5)如果表面粗糙度的要求不高,進給速度的選擇應該盡可能高。特別是當加工不銹鋼、超級合金以及鈦合金時,為了避免產生表面加工硬化,需要提高進給量。但一定不能超越每齒進給量最大值。
(二)方肩銑刀的應用及注意事項
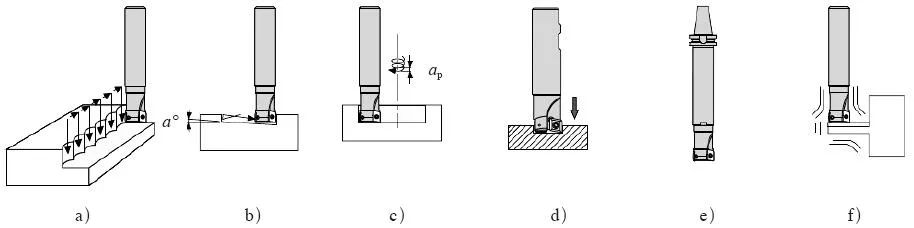
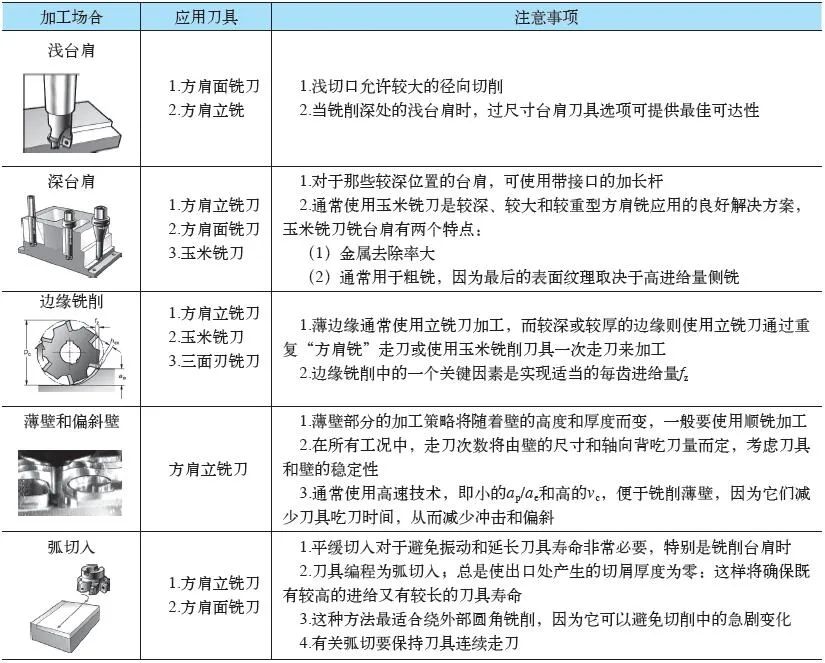
方肩銑刀可以應用于諸多場合,其中包括:插銑、斜坡銑、圓周插補銑削、螺旋插補銑削、鉆削和面銑等。如表所示,這里選取臺肩銑、邊緣銑削(周邊銑)、薄壁與偏斜壁方肩銑為例來簡述方肩銑刀的應用及注意事項。
應用場合
a)插銑 b)斜坡銑 c)螺旋插補銑削 d)鉆削 e)長懸伸 f)不穩定工況
方肩銑削的應用


 客服1
客服1 