






傳統的螺紋加工方式采用絲錐攻螺紋,采用這種加工方式效率低,難以保證螺紋加工精度,且絲錐斷裂后極易導致工件報廢。在現代螺紋加工中,已逐步采用銑削方式替代傳統加工方式。其優點是加工效率高,通過刀具選型和調整加工參數可對螺紋加工精度進行良好的控制;刀具通用性好,對于相同螺距、不同直徑的螺紋孔,采用絲錐加工需要多把刀具才能完成,但如采用螺紋銑刀加工,使用一把刀具即可;加工安全性高,采用螺旋插補銑削方式不用擔心刀具損壞帶來的負面效果,螺紋銑削如圖所示。
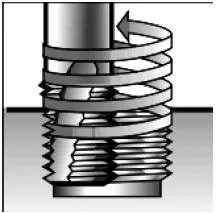
螺紋銑削示意圖
作為一種新型的螺紋加工工藝,螺紋銑削與攻螺紋相比有著獨有的優勢和更廣泛靈活的使用方式和應用場合。
(1)加工效率高。螺紋銑刀銑削不僅速度高,而且它的多刀槽設計增加了切削刃數從而可以輕松提高進給速度,這樣就可以大幅提高加工效率。在長螺紋的加工中,可選用有更長切削刃的刀片減少軸向進給距離(相當于讓螺紋變短)來進一步提高加工效率。
(2)面質量及尺寸精度高。螺紋銑刀銑削很高的切削速度,較小的切削力使切削面很光滑;細碎的切屑能被切削液輕松沖出工件不會劃傷已加工面,適用于螺紋精度有較高要求的工件。
(3)穩定性好,安全可靠。由于螺紋銑刀是逐漸切入材料,它產生的切削力較小,很少會出現斷刀。即使萬一出現斷刀,由于銑刀直徑比螺紋孔小很多,可以輕松從零件中取出斷裂部分而不會傷及零件。
(4)應用范圍廣。螺紋銑刀使用靈活,可以適用多種工況。例如:可以用同一把螺紋銑刀加工左旋螺紋,也可以加工右旋螺紋;既可以加工外螺紋,也可以加工內螺紋。螺紋銑刀直徑比孔要小,且必反轉退刀,可以獲得完整而精確的螺紋深度。
螺紋銑削是一種用途廣泛的新型的先進加工技術,但是它也有一定的局限性:
1)需要使用3軸聯動的數控機床。
2)盡管在批量加工中它的成本比絲錐更低,然而單個的螺紋銑刀比絲錐昂貴。
3)螺紋銑削的程序編制比較麻煩,這也是限制了它大范圍應用的重要因素之一。


 客服1
客服1 