HSK工具系統概述
時間:2024-04-09 11:58:55 來源:admin 點擊:0次
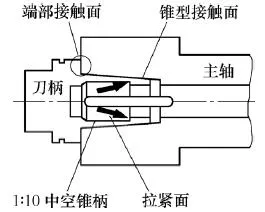
HSK刀柄是德國阿亨工業大學機床研究所研究的一種新型的高速短錐刀柄,其結構特點是空心、薄壁、短錐,錐度為1:10;端面與錐面同時定位、夾緊,刀柄在主軸中的定位為過定位;使用由內向外的外脹式夾緊機構。
HSK工具系統最突出的特點就是端面和錐面同步接觸。夾緊時, 由于錐部有過盈,所以錐面受壓產生彈性變形,同時刀柄向主軸錐孔軸向位移,以消除初始間隙,實現端面之間的貼合,這樣就實現了雙面同步夾緊。也就是說,在足夠大的拉緊力作用下, HSK1:10空心工具錐柄和主軸1:10錐孔之間在整個錐面和支承平面上產生摩擦,提供封閉結構的徑向定位。就其本身的定位而言,這種保證錐面和端面同時定位的方式實質上是過定位,但由于精密制造保證了高的相互位置精度,反而增強了安裝剛性。這種定位的優點為:(1)可適應高速回轉,當高速回轉時,錐孔由于離心力而擴張,錐軸由于彈性變形恢復,與錐孔保持精密接觸,并維持端面與錐面同時約束定位。(4)拆卸簡單,由于有輔助分離機構,在刀具熱膨脹時也能方便卸下。(5)冷卻系統完備,此系統有中心供油和端面供油兩種方式可供選擇。
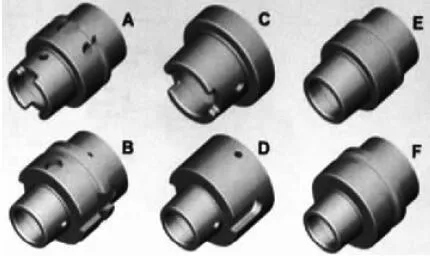
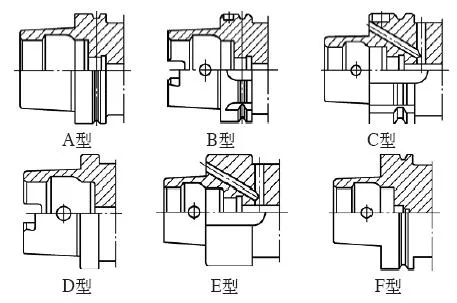
按DIN的規定,HSK刀柄分為6種形式。圖1為這6種刀柄的結構圖,而圖2為這6種型號的剖面圖。
HSK刀柄的工作原理 高速加工工具系統一般都采用錐面(徑向)和法蘭端面(軸向)雙面定位,實現與主軸的剛性連接。為充分發揮工具系統的性能,必須設計一個高效夾緊機構,通過此夾緊機構提供足夠大的夾緊力,以保證刀柄錐面與主軸錐孔以及刀柄端面與主軸端面的可靠接觸。因此,高速加工工具系統中一般使用外脹式夾緊機構,主要有三種形式。其中圖a為短滑塊斜楔夾緊機構,是外脹式夾緊機構的基本形式;圖b為球面斜楔夾緊機構,美國的KM刀柄采用了這種夾緊機構;圖c為懸掛式夾爪斜楔夾緊機構,HSK刀柄采用了這種夾緊機構。
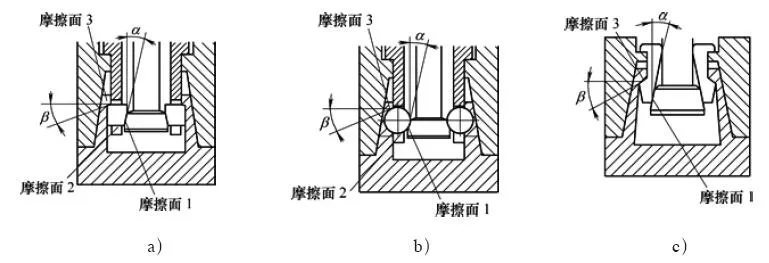
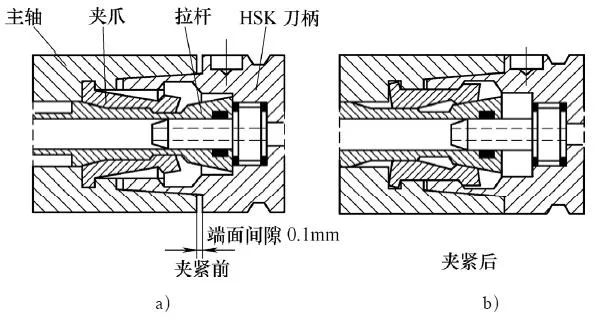
a )短滑塊斜楔夾緊機構 b)球面斜楔夾緊機構 c)懸掛式夾爪斜楔夾緊機構HSK刀柄在機床主軸上安裝時,空心短錐柄在主軸錐孔內起定心作用,當空心短錐柄與主軸錐孔完全接觸時,HSK刀柄法蘭盤端面與主軸端面之間有0.1mm的間隙。在夾緊機構作用下,拉桿向后(左)移動,拉桿前端的錐面將夾爪徑向脹開,夾爪的外錐面隨后頂在空心短錐柄內孔的30°錐面上,拉動HSK刀柄向左移動,空心短錐柄產生彈性變形,使刀柄端面與主軸端面靠緊,實現了刀柄與主軸錐面和主軸端面的兩面同時定位和夾緊。松開刀柄時,拉桿向右移動,彈性夾頭松開刀柄內錐面,拉桿前端將刀柄推出,即可卸下刀柄,如圖所示。










 客服1
客服1 