






刀柄結構形式的選擇不僅要考慮技術的先進性,而且需要經濟合理,下圖為微補償攻螺紋刀柄。
微補償攻螺紋刀柄
產品簡介 基于對機床、絲錐及加工環境等相關因素的分析研究,通過大量切削試驗,成功開發出的微補償同步攻螺紋刀柄,其不僅設計有軸向微補償功能模塊,以補償攻螺紋過程中的誤差;同時,獨特的徑向傳扭功能模塊,讓攻螺紋過程順利完成。
優勢特點
(1)提高絲錐使用壽命。
(2)提升加工效率。
(3)降低加工設備精度要求。
(4)提高螺紋精度及表面質量。
(5)擠壓絲錐首選。
對比試驗 切削絲錐加工壽命對比試驗見下表。被加工件材料:合金鋼(320HBW);絲錐規格:M8×1.25。
切削絲錐加工壽命對比試驗
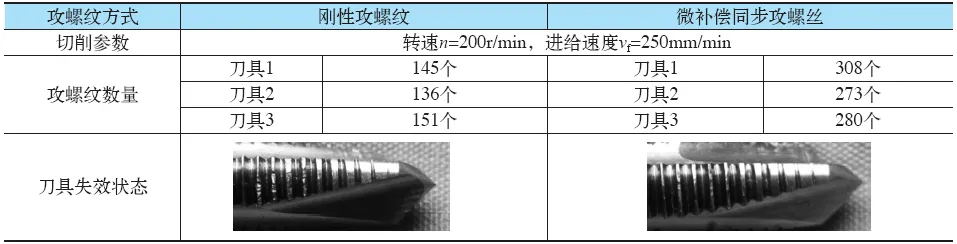
從表可以看出,使用微補償同步攻螺紋刀柄的刀具加工壽命為標準彈簧夾頭刀柄的近兩倍,有效提高了螺紋刀具的壽命。


 客服1
客服1 