






數控車床是目前使用廣泛的數控機床之一。它主要用于加工對稱的回轉體零件,如軸類零件、盤類零件的內外圓柱面、任意錐角的內外圓錐面、復雜回轉內外曲面和圓柱、圓錐螺紋等切削加工。
即使是最普通的車輪廓也有不同的工藝,在SINUMERIK數控系統中,所有這些工藝選擇均涵蓋在“橫向車削”、“縱向車削(也稱為"往復車削”)”和“槽式切削”三類之中。
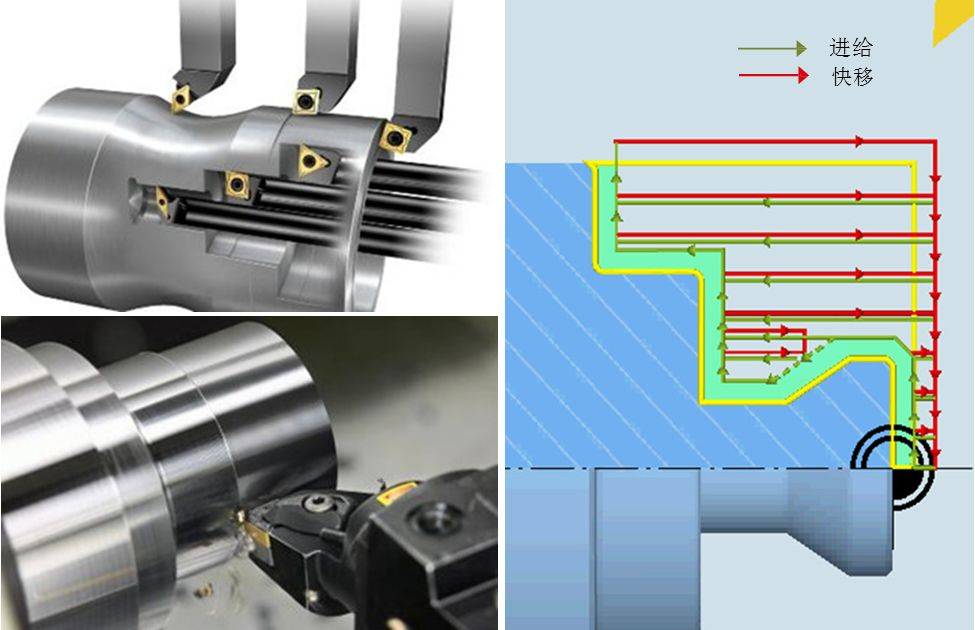
1. 橫向車削
橫向車削的特點:
? 橫向車削時,車削刀具的移動方向與工件的回轉軸線平行。
? 如果是主主軸,刀具的移動方向從右向左;如果機床配有副主軸,刀具的移動方向則是從左向右。
? 橫向車削可用來加工外圓和內孔。不過加工內孔時,首先要預鉆一個底孔。
? 除了可以加工外圓之外,還可以進行端面加工。
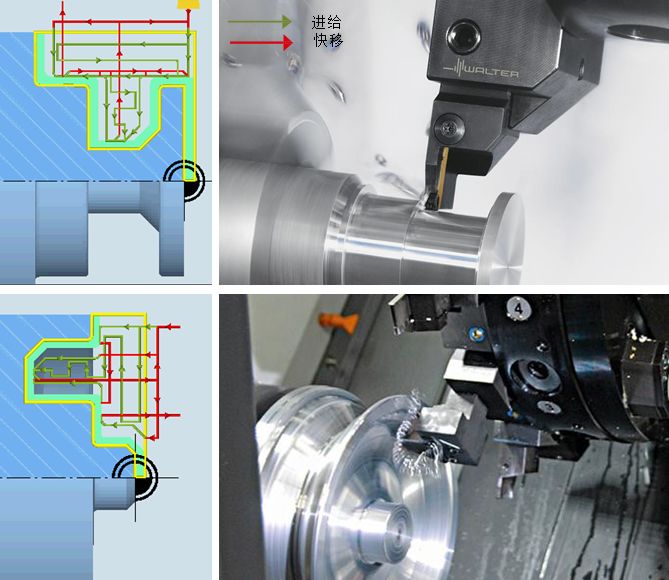
2. 縱向車削、槽式切削和切斷
側面以及端面的縱向車削特點(也稱為“往復切削”):
? 在對工件側面進行縱向車削時,縱切車刀的進給方向是垂直于工件回轉軸線的。
? 在對工件端面進行縱向車削中,縱切車刀的進給方向是平行于工件軸的。
? 縱切車刀有三個切削刃,從而使得徑向和軸向上的材料去除過程盡可能地不被中斷。(因為盡量減少快速移動行程)
? 切槽刀和縱切刀的刀片形狀和刀體形狀均有所不同。
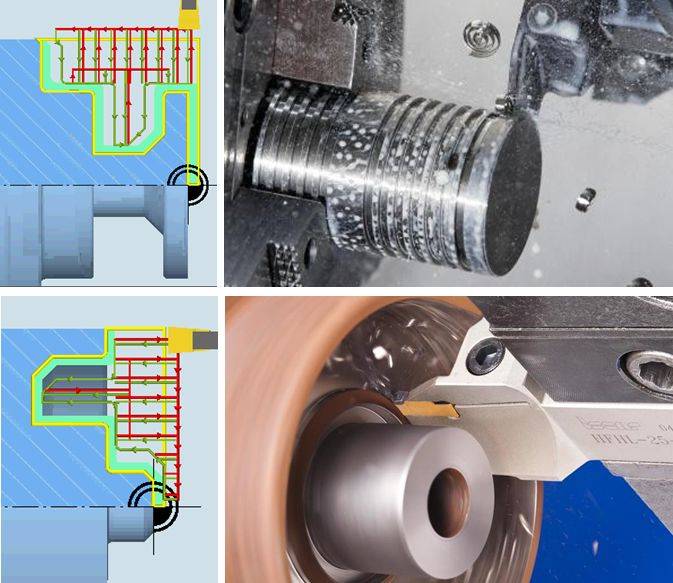
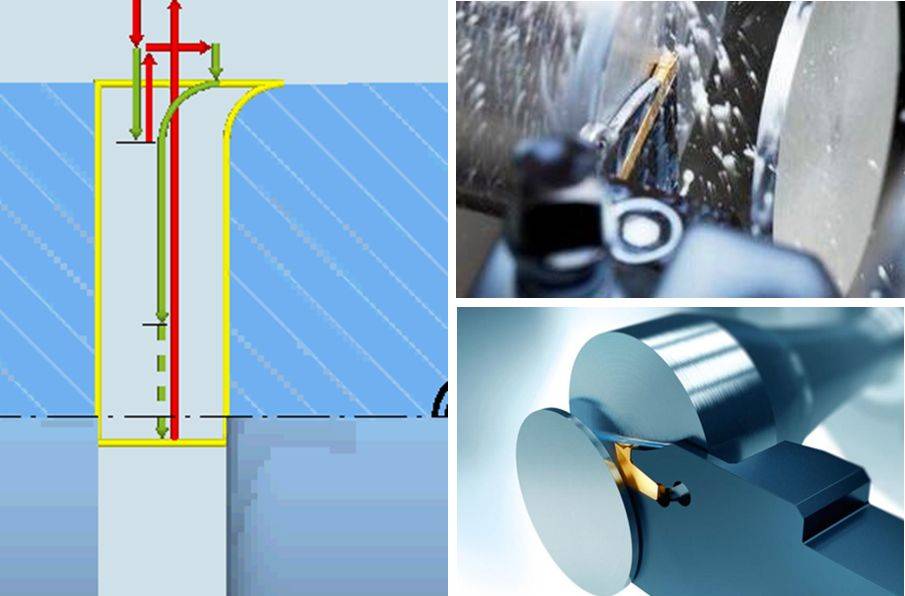
側面以及端面的槽式切削加工特點:
? 切槽時僅在橫向進給方向上進行切削。
? 側面槽式切削的加工過程是垂直于回轉軸線方向。
? 端面槽式切削的加工過程是平行于回轉軸線方向。
? 切槽刀具僅能承受垂直施加于刀具軸線方向的力。
? 槽式切削工藝主要用來加工凹槽。通常情況下(并非絕對)待加工的凹槽與切槽刀具等寬。
切斷加工的特點:
? 在加工過程的最后,工件會由切斷刀執行切斷過程。
? 切斷循環包含一個“輔助切入”和一個實際的切斷過程。輔助切入能確保更佳的切屑排出效果。
? 切斷需要刀具進給超出工件的回轉中心。
? 通常需要在切斷前降低主軸轉速,以便更好地控制旋轉中待切斷的零件。


 客服1
客服1 