






金屬切削加工是使用具有一定幾何形狀的刀具把工件毛坯上預留的金屬材料(統稱余量)切除,獲得圖樣所要求零件的過程。切削運動是指在切削過程中由金屬切削機床完成的刀具和工件之間的相對運動,它又可分為主運動和進給運動。
(1)主運動 由機床或人力提供的刀具與工件之間的相對運動。一般來說,它是速度最高、消耗功率最大的運動。例如,外圓車削時工件的旋轉運動、平面刨削時刀具的往復運動及鉆床上鉆頭和銑床上銑刀的回轉運動等都是切削運動的主運動。
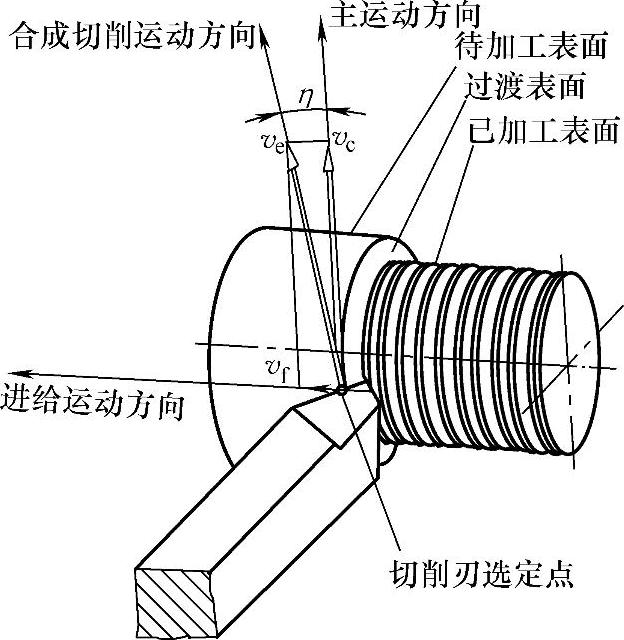
切削運動和工件表面
(2)進給運動 進給運動是由機床或人力提供的使刀具與工件間產生的附加的相對運動,加上主運動,即可不斷地或連續地切除切削層,形成具有所需幾何特性的已加工表面。機床的進給運動可以是連續的運動,如車削外圓時車刀平行于工件軸線的縱向運動(vf);也可以是間斷運動,如刨削時刀具的橫向移動。
(3)合成切削運動 當主運動和進給運動同時進行時,由主運動和進給運動合成的運動稱為合成切削運動。刀具切削刃上選定點相對工件的瞬時合成運動方向稱合成切削運動方向,其速度稱合成切削速度。該速度方向和過渡表面相切,如圖所示。合成切削速度ve等于主運動vc和進給運動vf的矢量和。
ve=vc+vf
(4)輔助運動 除主運動、進給運動以外,機床在加工過程中還需完成一系列其他的運動,即輔助運動。輔助運動的種類很多,主要包括:刀具接近工件,切入,退離工件,快速返回原點的運動;為使刀具與工件保持相對正確位置的對刀運動;多工位工作臺和多工位刀架的周期換位及逐一加工多個相同局部表面時,工件周期換位所需的分度運動等。另外,機床的起動、停車、變速、換向及部件和工件的夾緊、松開等的操縱控制運動,也屬于輔助運動。輔助運動是整個加工過程中必不可少的。
在切削加工過程中,工件上形成三個不斷變化的表面,分別是待加工表面、過渡表面、已加工表面。
1)待加工表面指工件上即將被切除的表面。
2)過渡表面是工件上由切削刃正在形成的表面。
3)已加工表面指工件上切削后形成的表面。


 客服1
客服1 