






1.整體車刀
整體車刀是由整塊高速鋼淬火、磨制而成的,俗稱“白鋼刀”,形狀為長條形、截面為正方形或矩形,使用時可根據不同用途將切削部分修磨成所需形狀。
2.焊接式車刀
這種車刀是將一定形狀的硬質合金刀片釬焊在刀桿的刀槽內制成的。其結構簡單,緊湊、剛性好、抗振性能好,使用靈活,制造刃磨方便,刀具材料利用充分,在一般的中小批量生產和修配生產中應用較多。但這種車刀由于硬質合金刀片與刀桿材料的線膨脹系數和導熱性能不同,刀片在刃磨和焊接的高溫作用后冷卻時,常產生內應力,極易引起裂紋,降低刀片的抗彎強度,致使車刀工作時刀片產生崩刃現象。刀桿隨刀片的用盡而報廢,不能重復使用,刀片也不能充分回收利用,造成刀具材料的浪費。另外,用在重型車床上的車刀,因其尺寸較大,重量大,焊接時不方便,刃磨也較困難。
焊接式硬質合金刀片的形狀和尺寸有統一的標準規格。在設計和制造時,應根據其不同用途,選用合適的硬質合金牌號和刀片的形狀規格。車刀刀桿的頭部應按選定的刀片形狀尺寸做出刀槽,以便放置刀片,進行焊接。在焊接強度和制造工藝允許的情況下,應盡可能選擇焊接面少的形狀。因為焊接面多,焊接后刀片產生內應力較大,容易產生裂紋。
刀槽形式
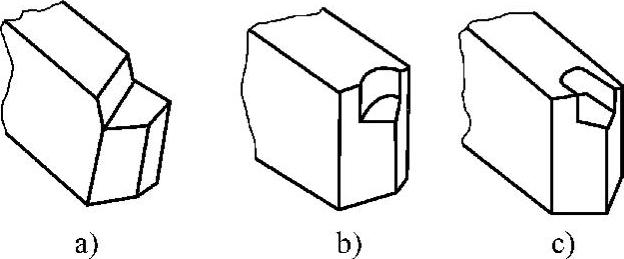
a)敞開式 b)半封閉式 c)封閉式
焊接式車刀的刀槽有敞開式、半封閉式、封閉式等形式,如圖所示。敞開式焊接面最少,封閉式最多,內應力也最大。一般刀片底面積較小而又要求焊接牢固的情況下才采用封閉式,如螺紋車刀等。


 客服1
客服1 