






如圖所示,面銑刀圓周方向切削刃為主切削刃,端部切削刃為副切削刃,可用于立式銑床或臥式銑床上加工臺階面和平面,生產率較高。面銑刀多制成套式鑲齒結構,刀齒為高速鋼或硬質合金,刀體為40Cr。高速鋼面銑刀按國家標準規定,直徑d=80~250mm,螺旋角β=10°,刀齒數z=10~26。
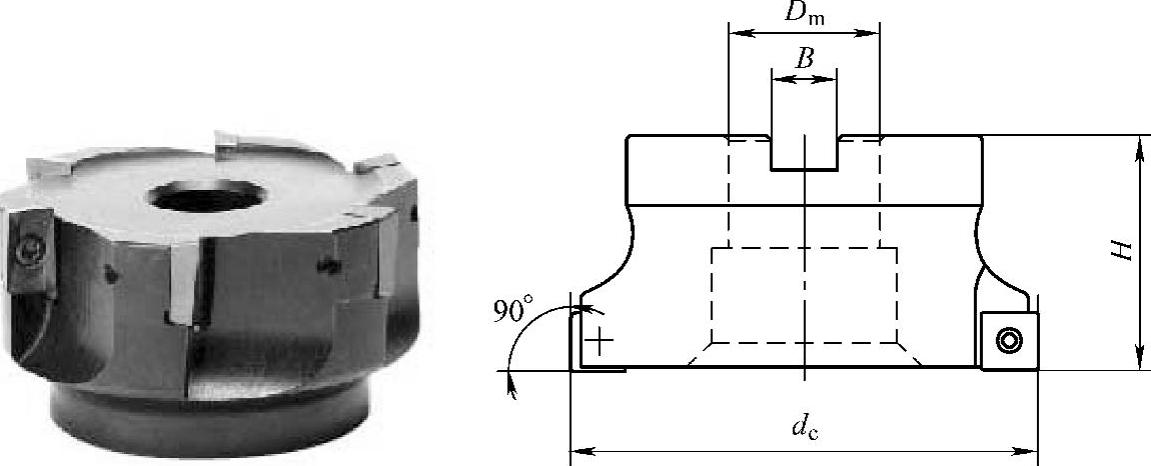
面銑刀
硬質合金面銑刀的銑削速度、加工效率和工件表面質量均高于高速鋼銑刀,并可加工帶有硬皮和淬硬層的工件,因而在數控加工中得到了廣泛的應用。如圖所示為常用硬質合金面銑刀的種類。整體焊接式面銑刀是將硬質合金刀片焊接在刀體上,結構緊湊,較易制造。但刀齒磨損后整把刀將報廢,故已較少使用。機夾焊接式面銑刀是將硬質合金刀片焊接在小刀頭上,再采用機械夾固的方法將刀裝夾在刀體槽中。刀頭報廢后可換上新刀頭,因此延長了刀體的使用壽命。由于整體焊接式和機夾焊接式面銑刀難于保證焊接質量,刀具耐用度低,重磨較費時,目前已被可轉位式面銑刀所取代。
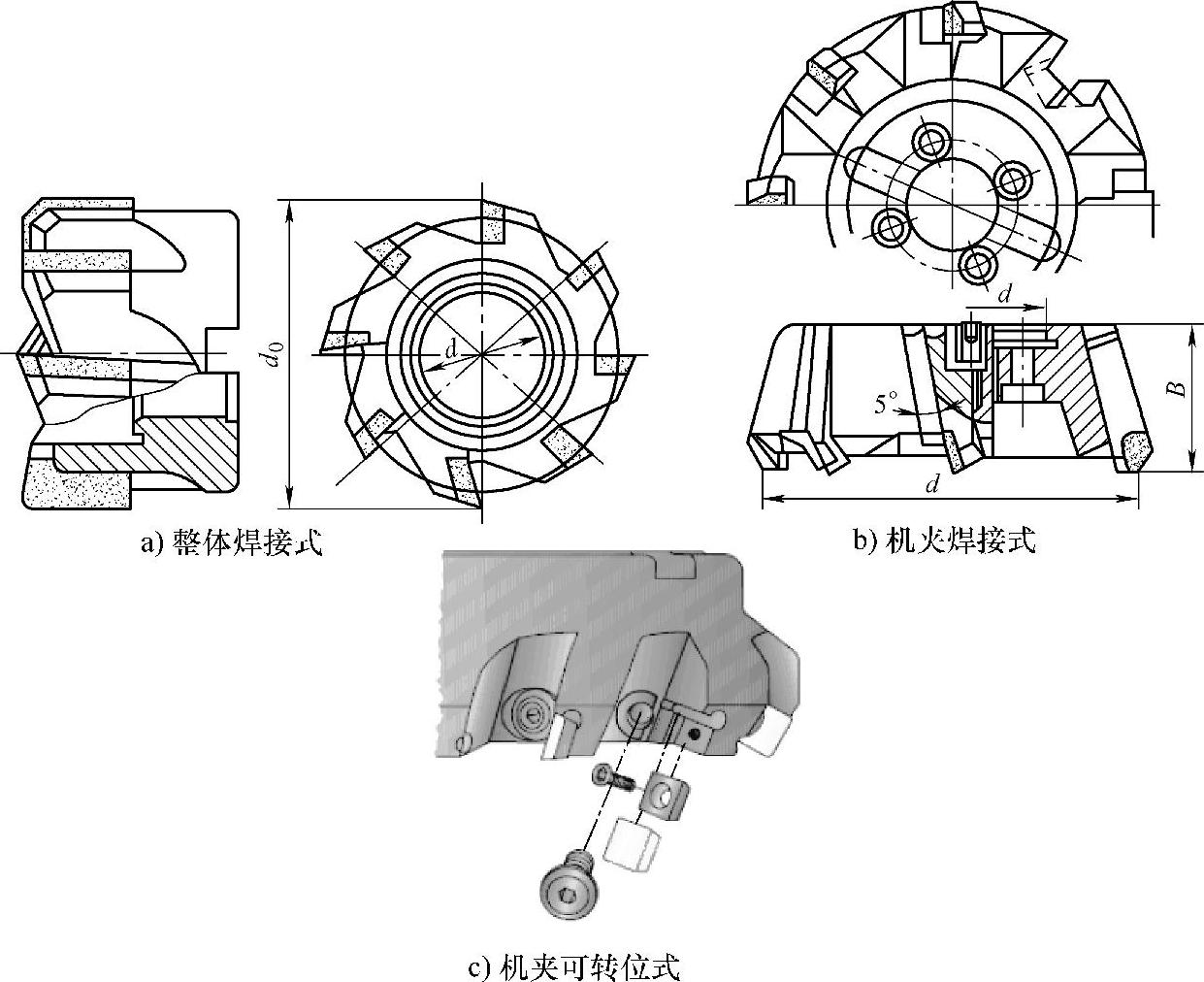
常用硬質合金面銑刀的種類


 客服1
客服1 