






刀具的裝夾機構:
為了實現立銑加工的高速化與高精度化,并進一步縮短加工準備時間,必須針對刀具配備的問題進行深入的研究。
在安裝立銑刀的刀座中,BT刀座是用途最為廣泛的刀座種類。此外,還可以采用通過兩面夾持來應對高精度加工的HSK刀座(ISO標準)。
在日本,復合加工機經常使用一種ICTM標準的HSK刀座這種刀座基于ISO標準,通過對主軸傳動齒與刀具夾持結構的鍵槽尺寸及公差進行調整,將其縫隙設置為最小程度,從而可將切削刃位置保持在更高的精度。這種刀座能夠在銑削加工中保持槽及平面部分的正確位置與尺寸,而在車削加工中,又能夠保持高精度的切削刃高度,從而有效地控制加工直徑的尺寸差異,降低端面車削加工中發生切削殘留的概率。
刀柄:
BT刀柄:“BT”是“Bottle grip taper”的縮寫。特征是具有ATC臂夾持部分與牽引螺栓。不同廠家生產的牽引螺栓形狀有所不同。
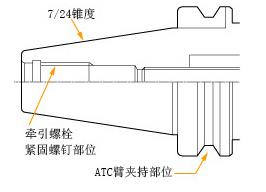 BT刀柄
BT刀柄
NT刀柄:“NT”是“National taper”的縮寫。錐度、尺寸與BT刀座相同,利用機床拉桿拉緊刀座的牽引螺釘進行安裝。
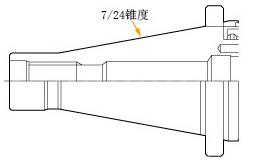 NT刀柄
NT刀柄
MT刀柄:“MT”是“Morse taper”的縮寫。 錐角松緩,定心度優良。分為扁尾式的1型與牽引螺釘式的2型。
 MT刀柄
MT刀柄
HSK刀柄(ISO):“HSK”是德文“Hohle”(中空)schaft(軸)kegel(圓錐)的字頭縮寫。
通過減小錐形部分的長度與中空設計,利用向機床主軸拉伸的作用力使錐面向外側產生彈性變形,從而使錐面與端面同時夾緊(兩面夾持)。定心度良好,可有效應對高速加工。
 HSK刀柄(ISO標準)
HSK刀柄(ISO標準)
刀座:
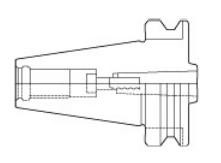
錐形彈簧夾頭:
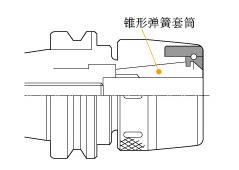 錐形彈簧套筒
錐形彈簧套筒
振擺精度:
0-0.02(mm)
4D尖端
特征
-夾持部為錐形。
-具有良好的振擺精度。
-是最適合于硬質合金立銑刀的卡頭。
-夾持力在φ6與φ16時分別為29N·m與69N·m左右。
-安裝時需將立銑刀插入錐形彈簧套筒內。
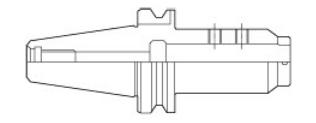
銑刀夾頭:
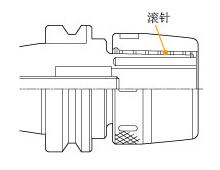 銑刀夾頭
銑刀夾頭
振擺精度:
0.005-0.02(mm)
100mm尖端
特征:
使用滾針促使金屬產生彈性變形的夾持方式,有時也稱為滾針鎖緊卡盤。夾持力為25N·m,安裝時需將立銑刀插入直筒形彈簧套筒中。
液壓夾頭刀座:
 液壓夾頭刀座
液壓夾頭刀座
振擺精度:
0.005-0.015(mm)
100mm尖端
特征:
-使用液壓的夾持方式。
-具有良好的振擺精度。
-這種卡盤的壽命非常容易受到液壓油的溫度變化、漏泄及內徑厚度等因素的影響。
莫氏錐度刀座:
 莫氏錐度刀座
莫氏錐度刀座
振擺:
alt=0-0.025(mm)
150mm尖端
特征:
松緩的錐角帶來良好的錐面接觸效果。可實現基本無振擺的高精度。
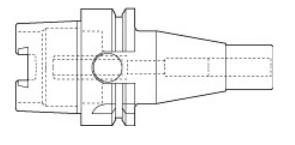
側面鎖緊式刀座:
 側面鎖緊式刀座
側面鎖緊式刀座
振擺精度:
0.02~0.04(mm)
100mm尖端
特征:
刀具的振擺精度在通常情況下較差,但也有結合緊固螺栓的方向,通過對內徑的偏心加工方式提高振擺精度的刀座類型。
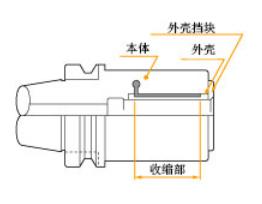
熱縮式刀座:
 熱縮式刀座
熱縮式刀座
振擺精度:
特征:
利用加熱、冷卻來拆裝刀座的方式,能夠獲得比相同直徑的彈簧夾頭更高的夾持力,具有優良的振擺精度與剛性。形狀纖細,可接近工件的壁面進行加工,多用于小直徑立銑刀的模具深挖加工。


 客服1
客服1 