






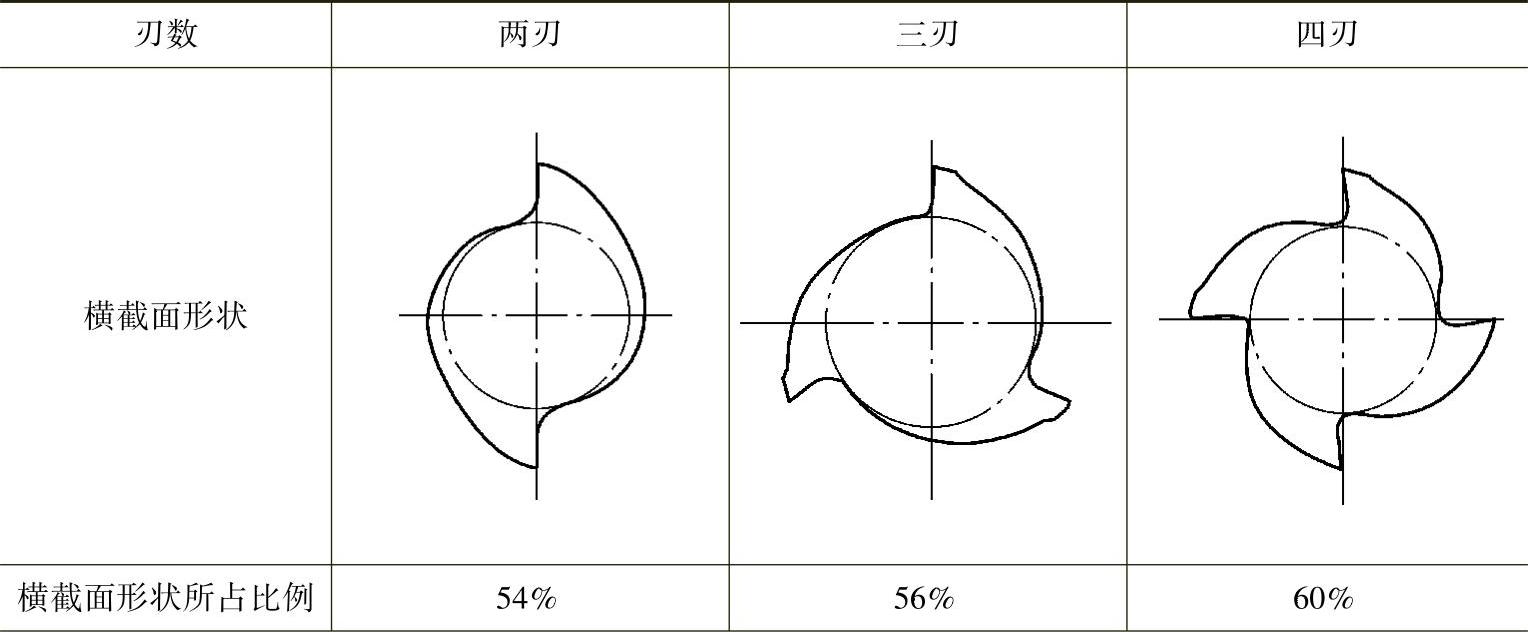
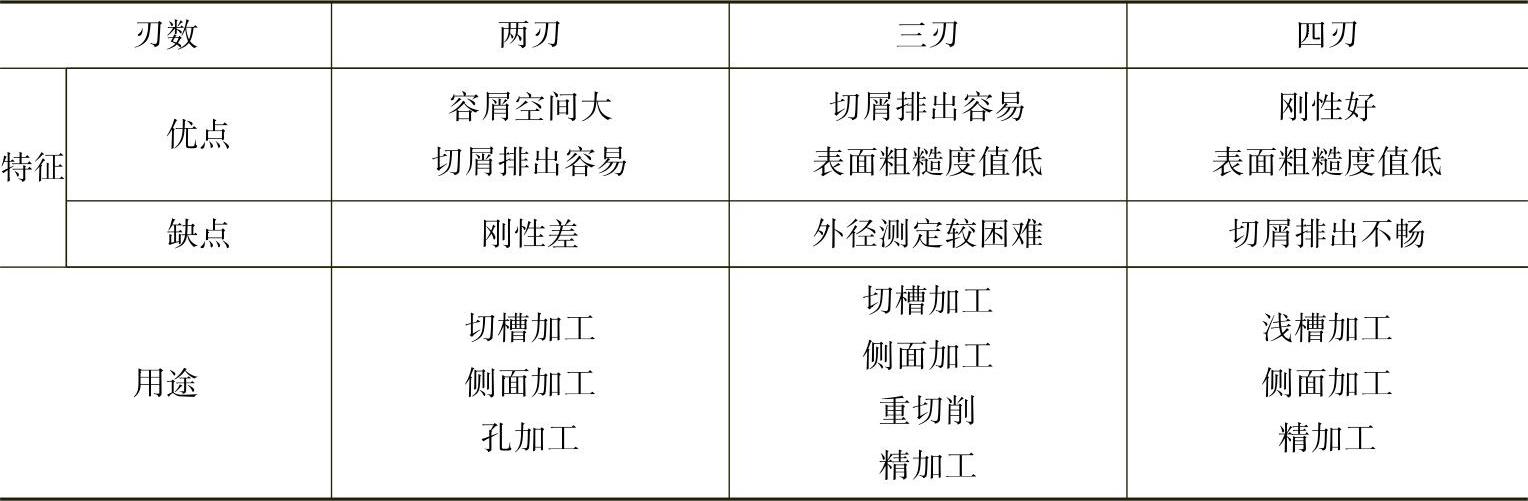
為了能加工較深的溝槽,并保證有足夠的備磨量,立銑刀的軸向長度一般較長。為改善切屑卷曲情況,增大容屑空間,防止切屑堵塞,刀齒數比較少,容屑槽圓弧半徑則較大。一般粗齒立銑刀齒數z=3~4,細齒立銑刀齒數z=5~8,套式結構z=10~20,容屑槽圓弧半徑r=2~5mm。如下表所示為不同刃數立銑刀特點。
不同刃數立銑刀特點
標準立銑刀的螺旋角β為40°~45°(粗齒)和30°~35°(細齒),套式結構立銑刀的β為15°~25°。直徑較小的立銑刀,一般制成帶柄形式。?2~71mm的立銑刀制成直柄;?6~63mm的立銑刀制成莫氏錐柄;?25~80mm的立銑刀做成7∶24錐柄,內有螺孔用來拉緊刀具。但是由于數控機床要求銑刀能快速自動裝卸,故立銑刀柄部形式也有很大不同,一般是由專業廠家按照一定的規范設計制造成統一形式、統一尺寸的刀柄。直徑大于?40~60mm的立銑刀可做成套式結構。


 客服1
客服1 