






下圖所示為鑲齒三面刃銑刀,該銑刀直徑d=80~315mm、厚度L=12~40mm。在刀體上開有帶5°斜度齒槽,帶齒紋的楔形刀齒楔緊在齒槽內。各個同向齒槽的齒紋依次錯開P/z(z為同向傾斜的齒數;P為齒紋齒距)。銑刀磨損后,可依次取出刀齒,并移至下一個相鄰同向齒槽內。調整后銑刀厚度增加2P/z,再通過重磨,可恢復銑刀厚度尺寸。
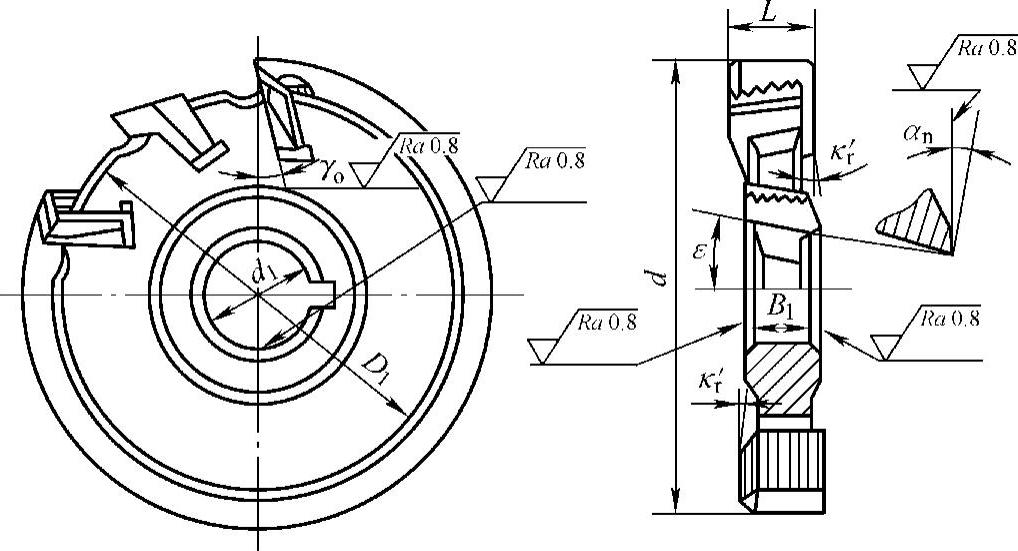
鑲齒三面刃銑刀
硬質合金可轉位三面刃銑刀(見下圖)一般通過楔塊螺釘或壓孔式將刀片夾緊在刀體上,形成可轉位三面刃銑刀,刀片的安裝多數采用平裝。主要用于中等硬度、強度的金屬材料的臺階面和槽形面的銑削加工,也可用于非金屬材料的加工。可轉位三面刃銑刀的前角一般取γp=+3°~+5°、γf=-2°~+7°。取κ′r=40′~1°。常用可轉位三面刃銑刀直徑d=80~315mm,L=10~32mm。一般可轉位三面刃銑刀有兩個鍵槽,以便于組合使用時,將刀齒錯開,使切削平穩。
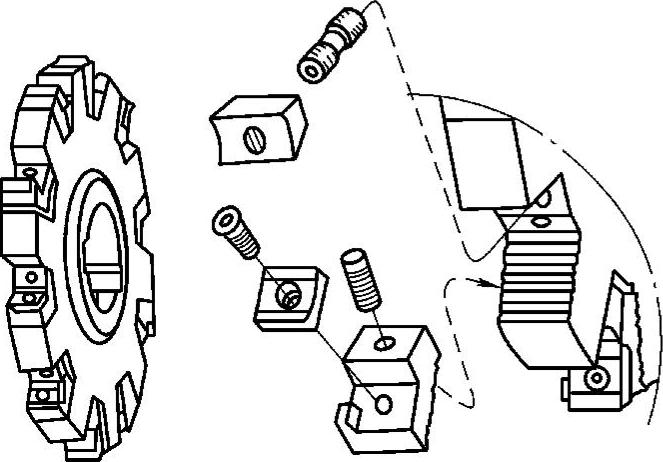
硬質合金可轉位三面刃銑刀


 客服1
客服1 