






銑削螺紋時,刀具圓周運動產生螺紋的直徑,同時垂直方向的移動產生螺距。對右手內螺紋需刀桿逆時針旋轉,同時沿z軸向上運動;左手內螺紋需刀桿逆時針旋轉,同時沿z軸向下運動;對右手外螺紋需刀桿順時針旋轉,同時沿z軸向下運動;對左手外螺紋需刀桿順時針旋轉,同時沿z軸向上運動。如圖所示為螺紋銑削刀具運動方式。
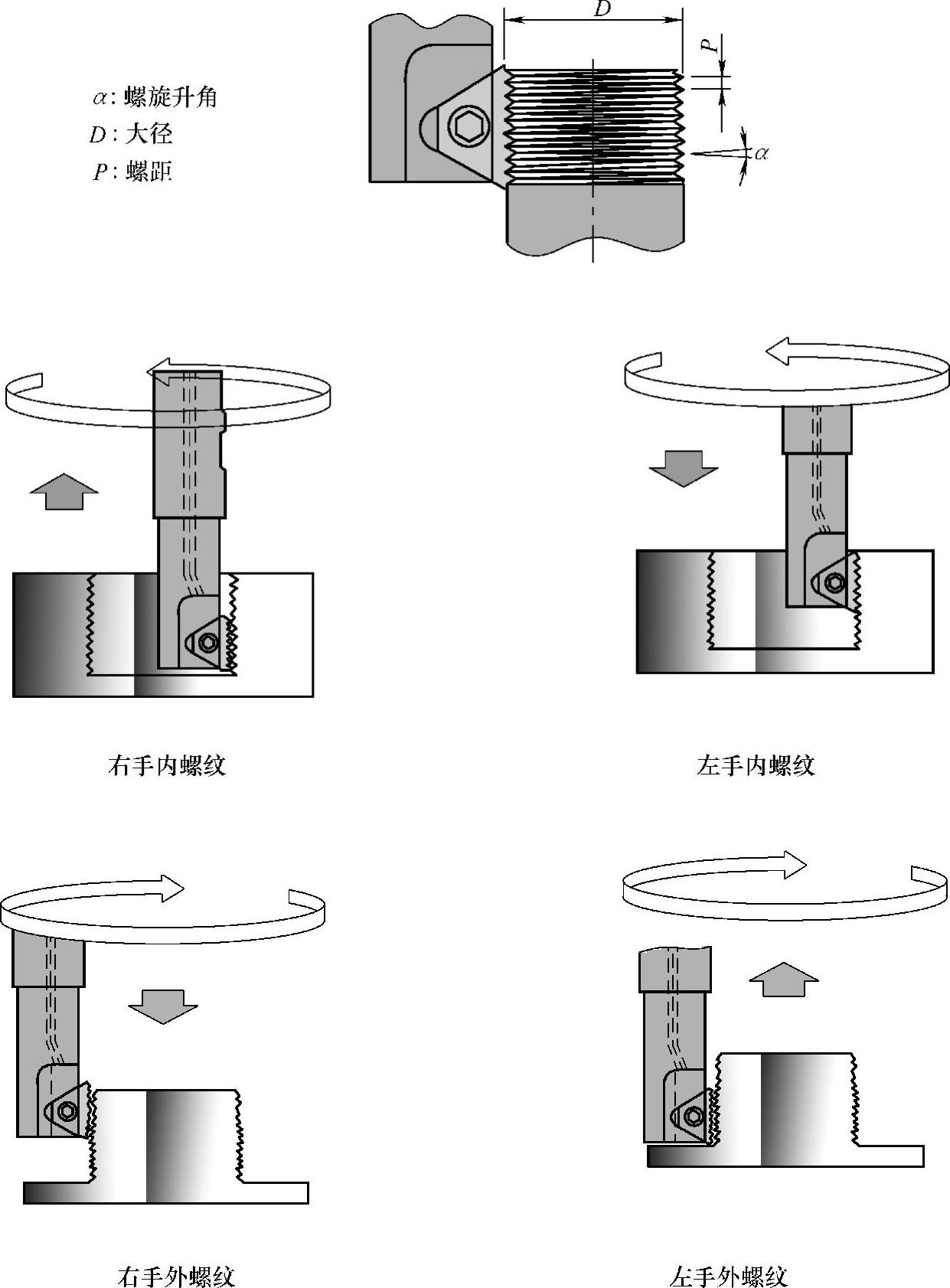
螺紋銑削刀具運動方式
螺紋銑削廣泛用于成批和大量生產的普通精度螺紋加工;對大規格螺紋,也可作為精密螺紋制造時的螺紋預加工,提高生產率;也可加工非旋轉類或非對稱零件的螺紋及盲孔且沒有退刀槽螺紋加工。螺紋銑削優點是銑削螺紋時,可以一次成形;其次是一把螺紋銑刀可以加工不同直徑的內螺紋和外螺紋及左旋螺紋和右旋螺紋;在加工盲孔螺紋時,螺紋深度可以到達孔底;螺紋銑削由于切削力小,可在小功率設備上一次成形加工出大螺紋,減少了設備空轉時間和刀具更換次數;螺紋銑刀的成本遠遠低于絲錐和板牙,特殊復合涂層螺紋銑刀可以大大延長螺紋刀具的壽命。上述優點是螺紋銑削在實際加工中得到了廣泛的應用。


 客服1
客服1 