






一、工件表面成形方法
機械制造過程是工藝設計要求實現的過程。在這一過程中,針對不同的要求可以采用 不同的加工方法,如鍛造、鑄造、焊接、機械加工、熱處理等。就機械加工而言,是根據具體的設計要求選用相應的切削加工方法即:在機床上通過刀具與工件的相對運動,從工件毛坯上切除多余金屬,使之形成符合要求的形狀、尺寸的表面的過程。因此,機械加工過程是工件表面的形成過程。
(一) 工件表面的構成
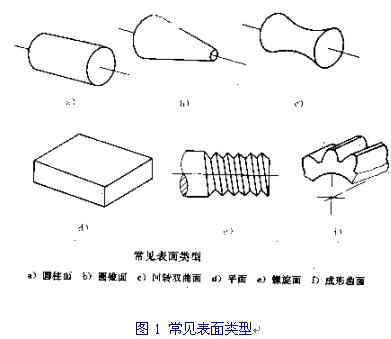
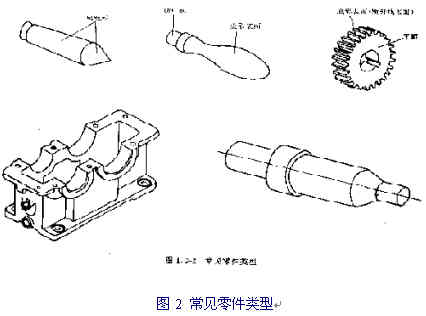
機械零件的表面形狀千變萬化,但大都是由幾種常見的表面組合而成的。這些表面包括平面、圓柱面、圓錐面、球面、螺旋面、圓環面以及成形曲面等,如下圖1,由這些表面組成各種類型的零件。下圖2是幾種常見的零件類型。
(二)常見工件表面的成形方法
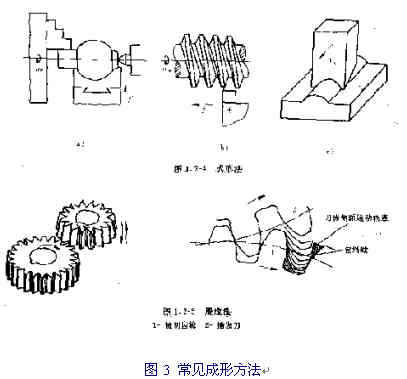
機械加工中,工件表面是由工件與刀具之間的相對運動和刀具切削刃的形狀共同實現的。相同的表面,切削刃的不同,工件和刀具之間的相對運動也不相同,這是形成各種加工方法的基礎。有軌跡法、成形法、展成法、相切法等。見上圖3。
1、軌跡法:指的是刀具切削刃與工件表面之間為近似點接觸,通過刀具與工件之間的相對 運動,由刀具刀尖的運動軌跡來實現表面的成形。
2、成形法:是指刀具切削刃與工件表面之間為線接觸,切削刃的形狀與形成工件表面的一 條發生線完全相同,另一條發生線由刀具與工件的相對運動來實現。
3、展成法:是指對各種齒形表面進行加工時,刀具的切削刃與工件表面之間為線接觸,刀 具與工件之間作展成運動(或稱嚙合運動),齒形表面的母線是切削刃各瞬時位置的的包絡線。
4、相切法:利用刀具邊旋轉邊做軌跡運動對工件進行加工的方法
二、機床運動分析
機床的運動:表面成形運動和輔助運動.
⑴表面成形運動:形成發生線的運動.
按組成情況不同,可分為:簡單成形運動和復合成形運動。
按作用情況不同,可分為:主運動和進給運動。
1、主運動:是刀具與工件之間的相對運動。它使刀具的前刀面能夠接近工件,切除工件上的被切削層,使之轉變為切屑,從而完成切屑加工。一般,主運動速度最高,消耗功率最大,通常只有一個主運動。例如,車削加工時,工件的回轉運動是主運動。
2、進給運動:是配合主運動實現依次連續不斷地切除多余金屬層的刀具與工件之間的附加相對運動。進給運動與主運動配合即可完成所需的表面幾何形狀的加工,根據工件表面形狀成形的需要,進給運動可以是多個,也可以是一個;可以是連續的, 也可以是步進的。
⑵輔助運動:實現機床的各種輔助動作,為表面成形創造條件。
切入運動、切出運動、調整運動、分度運動以及其他各種空行程運動。
三、機床的運動聯系
要實現加工過程所需的各種運動,機床必需具備以下幾個主要組成部分:
1)執行機構 機床上最終實現所需運動的部件,如主軸、刀架、工作臺等,它們帶動工件或刀具旋轉或移動。
2)動力源 機床上動力源—般采用交流異步電動機、步進電動機、直流伺服電動機、交流伺服電動機等。它們為機床執行機構的運動提供動力,以克服切削阻力及摩擦阻力。機床可以幾個運動共用一個動力源,也可以每個運動單獨使用一個動力源,前者如普通機床,后者如數控機床。
3)傳動裝置 把動力源的運動和動力傳遞給執行機構,或將運動由—個執行機構傳遞到另—個執行機構,以保持二個運動之間的準確關系。傳動系統還可以變換運動的方向、速度及運動的類別,如將旋轉運動變為直線運動。
由動力源一傳動裝置一執行件或執行件一傳動裝置一執行件構成的傳動聯系,稱為傳動鏈。按傳動鏈的性質不同可分為:
①外聯系傳動鏈 聯系動力源與執行機構之間的傳動鏈。它使執行件獲得一定的速度和運動方向,其傳動比的變化,只影響生產率或表面粗糙度,不影響加工表面的形狀和精度。因此,外聯系傳動鏈中可以有摩擦傳動等傳動比不準確的傳動副。如普通車床在電機與主軸之間的傳動鏈就是外聯系傳動鏈。
②內聯系傳動鏈 聯系一個執行機構和另一個執行機構之間運動的傳動鏈。它決定著加工表面的形狀和精度,對執行機構之間的相對運動有嚴格要求。因此,內聯系傳動鏈的傳動比必須準確,不應有摩擦傳動或瞬時傳動比變化的傳動副(如皮帶傳動和鏈傳動)。車削螺紋時,保證主軸和刀架之間的嚴格運動關系的傳動鏈就是內聯系傳動鏈。
傳動鏈中通常包含兩類傳動機構:
一類為:定比傳動機構(傳動比和傳動方向不變),如定比齒輪副、蝸桿蝸輪副、絲杠螺母副等,稱為定比傳動機構;
另一類是換置機構(可根據加工要求變換傳動比和傳動方向):,如掛輪變速機構、滑移齒輪變速機構、離合器換向機構等。
傳動原理圖:為了便于研究機床的傳動聯系,常用一些簡明的符號把傳動原理和傳動路線表示出來,這就是傳動原理圖.
機床的傳動系統(P64)
為便于了解和分析機床運動的傳遞、聯系情況,常采用傳動系統圖。它是表示實現機床全部運動的傳動示意圖。圖中將每條傳動鏈中的具體傳動機構用簡單的規定符號(見國家標準GB4460-84機城制圖—機構運動簡圖符號)表示,并標明齒輪和蝸輪的齒數、蝸桿頭數、絲杠導程、帶輪直徑、電動機功率和轉速等。傳動鏈的傳動機構,按照運動傳遞或聯系順序依次排列,以展開圖形式畫在能反映主要部件相互位置的機床外形輪廓中。
四、機床的分類
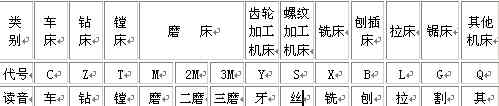
機床主要是按加工方法和所用刀具進行分類,根據國家制定的機床型號編制方法,機床分為11大類:
車床,鉆床,鏜床,磨床,齒輪加工機床,螺紋加工機床,銑床,刨插床,拉床,鋸床和其他機床。
在每一類機床中,又按工藝范圍,布局型式和結構性能分為若干組,每一組又分為若干個系(系列)。
除了上述基本分類方法外,還有其它分類方法:
1.按照萬能性程度,機床可分為:
①通用機床: 這類機床的工藝范圍很寬,可以加工一定尺寸范圍內的多種類型零件,完成多種多樣的工序。如,臥式車床,萬能升降臺銑床,萬能外圓磨床等。
②專門化機床:這類機床的工藝范圍較窄,只能用于加工不同尺寸的一類或幾類零件的一種(或幾種)特定工序。如,絲桿車床,凸輪軸車床等。
③專用機床: 這類機床的工藝范圍最窄,通常只能完成某一特定零件的特定工序。如,加工機床主軸箱體孔的專用鏜床,加工機床導軌的專用導軌磨床等。它是根據特定的工藝要求專門設計,制造的,生產率和自動化程度較高,使用于大批量生產。組合機床也屬于專用機床。
2.按照機床的工作精度,可分為普通精度機床,精密機床和高精度機床。
3.按照重量和尺寸,可分為儀表機床,中型機床(一般機床),大型機床(質量大于10t),重型機床(質量在30t以上)和超重型機床(質量在100t以上)。
4.按照機床主要器官的數目,可分為單軸,多軸,單刀,多刀機床等。
5.按照自動化程度不同,可分為普通,半自動和自動機床。自動機床具有完整的自動工作循環,包括自動裝卸工件,能夠連續的自動加工出工件。半自動機床也有完整的自動工作循環,但裝卸工件還需人工完成,因此不能連續地加工。
五、機床的型號編制
機床的型號是機床產品的代號,用以表明機床的類型,通用和結構特性,主要技術參數等。GB/T15375-94《金屬切削機床型號編制方法》規定,我國的機床型號由漢語拼音字母和阿拉伯數字按一定規律組合而成。
1.通用機床的型號編制
1) 通用機床型號的表示方法為:
(★)--⑴ ● --⑵ (●)--⑶ ▲--⑷ ▲--⑸ ▲-- ⑹ (#▲)--⑺ (●)--⑻/ (◆)--⑼ (#◆)--⑽
其中: ⑴:分類代號 ⑵:類代號 ⑶:通用特性,結構性代號 ⑷:組代號
⑸:系代號 ⑹:主參數或設計順序號 ⑺:主軸數或第二參數
⑻:重大改進順序號 ⑼:其他特性代號 ⑽:企業代號
注:①有"()"的代號或數字,當無內容時,則不表示.若有內容則不帶括號;
②有"●"符號者,為大寫的漢語拼音字母;
③有"▲"符號者,為阿拉伯數字;
④有"◆"符號者,為大寫漢語拼音字母,或阿拉伯數字,或兩者兼有之.
2)機床的類別代號 :
1) 機床的特性代號 :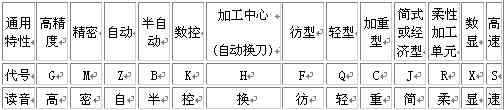
2) 結構特性代號 為區別主參數相同而結構不同的機床,在型號中用漢語拼音字分.
如:CA6140中的"A"
3) 機床的組別,系別代號 (或見書P57)
4) 機床的主參數,設計順序號和第二參數
機床主參數:代表機床規格的大小,在機床型號中,用數字給出主參數的折算數值(1/10或1/150)
設計順序號:當無法用一個主參數表示時,則在型號中用設計順序號表示.
第二參數:一般是主軸數,最大跨距,最大工作長度,工作臺工作面長度等,它也用折算值表示.
5) 機床的重大改進順序號
當機床性能和結構布局有重大改進時,在原機床型號尾部,加重大改進順序號A,B,C....等.
6) 其他特性代號:用以反映各類機床的特性.用數字或字母或阿拉伯數字來表示。
7) 企業代號:生產單位為機床廠時,由機床廠所在城市名稱的大寫漢語拼音字母及該廠在該城市建立的先后順序號,或機床廠名稱的大寫漢語拼音字母表示。
六、機床的主要技術參數(主參數和基本參數))
主參數:代表機床規格的大小,在機床型號中,用阿拉伯數字給出的是主參數折算值(1/10或/100)。
基本參數:包括尺寸參數、運動參數和動力參數。
1. 尺寸參數:機床的主要結構尺寸 。
2. 運動參數:機車執行中的運動速度,包括主運動的速度范圍、速度列表和進給量的范圍,進給數列以及空行程速度等。
各類主要機床的主參數和折算系數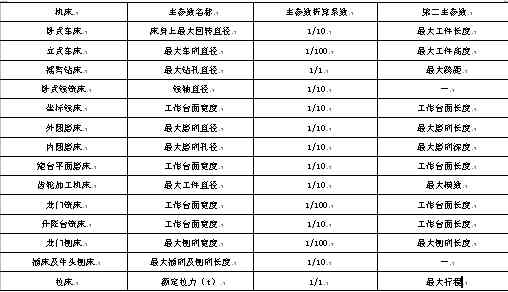
⑴主運動參數
1.主軸轉數:對作回轉運動的機床,其主運動參數是主軸轉數。計算公式為:
n=1000v/(π*d)
主運動是直線運動的機床,如:插床,刨床。其主運動參數是機床工作臺或滑枕的每分鐘往復次數。
2.主軸最低和最高轉數的確定
專用機床用于完成特定的工藝,主軸只需一種固定的轉速。
通用機床的加工范圍較寬,主軸需要變速,需要確定其變速范圍既最低和最高轉數。采用分級變速時,還應確定轉速的級數。
Nmin=1000Vmin/πDmax Nmax=1000Vmax/(π*Dmin)
變速范圍為:Rm=Nmax/Nmin;
3.有級變速時主軸轉速序列
無級變速時,Nmax與Nmin之間的轉速是連續變化的
有級變速時,應該在Nmax和Nmin確定后,再進行轉速分級,確定各中間級轉速。
主運動的有級變速的轉速數列一般采用等比數列。滿足nj+1=nj? ;nz=n*?z-1
4.標準公比?
為了便于機床設計和使用,規定了標準公比值:
1.06,1.12,1.26,1.41,1.58,1.78,2.00
其中,?=1.06時公比數列的基本公比,其他可以由基本公比派生而來。
⑵進給運動參數
進給量:
a.大部分機床(如車,鉆床等):進給量用工件或刀具每轉的位移(mm/r)表示;
b.直線往復運動機床(如刨,插床):進給量以每以往復的位移量表示;
c.銑床和磨床:進給量以每分鐘的位移量(mm/min)表示。
⑶動力參數
機床的動力參數是指驅動主運動、進給運動和空行程運動的電動機功率。
①主傳動功率:
P主=P切+P空+P附
1、切削功率P切:與加工情況.工件和刀具材料及切削用量的大小有關。
P切=Fz*Vc/60000
2、空載功率P空:是指機床不進行切削,及空轉時所消耗的功率。
3、附加功率P附:指機床進行切削時,因負載而增加的機械摩擦所耗的功率。
②進給傳動功率:通常也采用類比和計算相結合的方法來確定。
③空行程功率:指為節省零件加工的輔助時間和減輕工人勞動強度,在機床移動部件空行程時快速移動所需的傳動功率。其大小由移動部件重量和部件啟動時的慣性力決定。


 客服1
客服1 