






模具加工中不同加工階段選用的刀具結構也不同,模具粗加工和精加工可選用刀具的結構如圖所示。
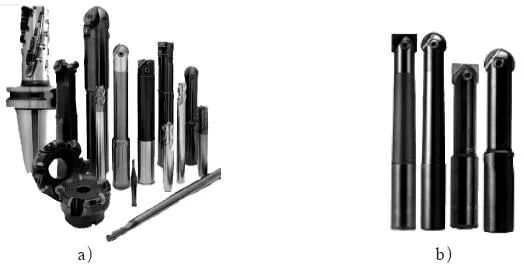
適用于不同加工階段的刀具結構
a)模具粗加工用刀具 b)模具精加工用刀具
中小型毛坯的加工可采用先進的刀具進行加工,從而提高了加工質量和生產效率。大型模具應根據模具尺寸大小不同,粗精加工要求不同,加工部位不同,選擇使用相應立銑刀。小型模具如手機模具加工,多用整體立銑刀加工,大型模具加工如保險杠注射型腔,因考慮經濟性及提高加工效率,多使用帶可轉位刀片的機夾式立銑刀,而精加工一般多用整體立銑刀。
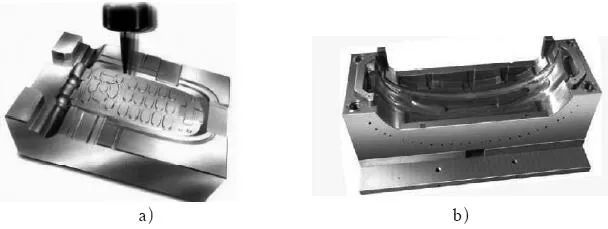
模具加工
a)小型模具,手機模具加工 b)大型模具,汽車保險杠注射型腔加工
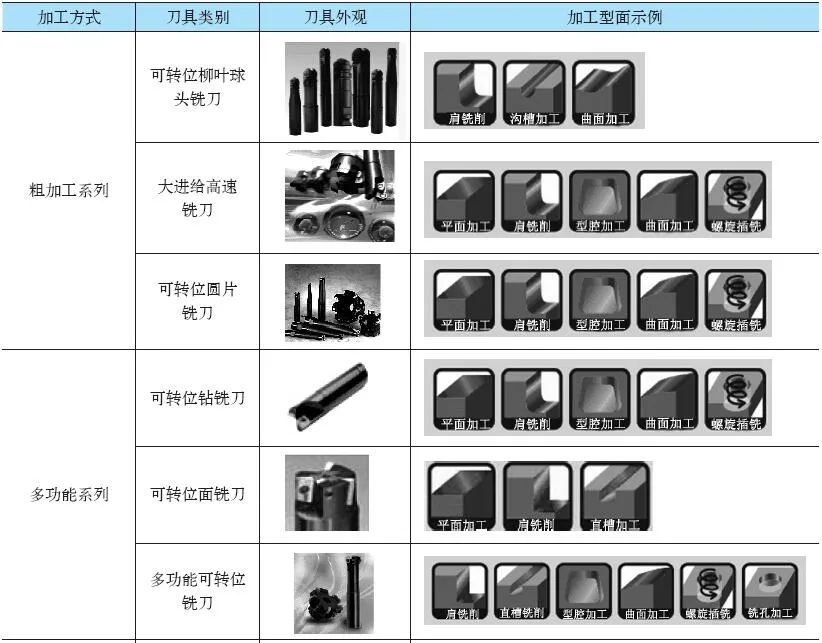
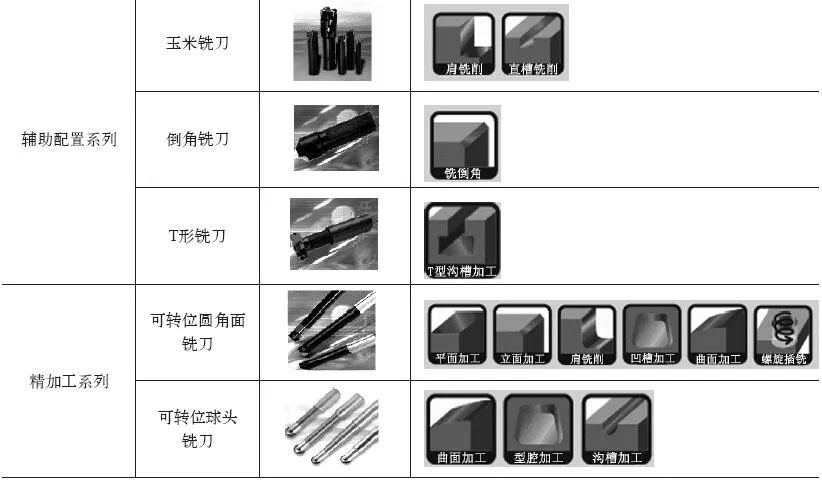
下表總結了適用于不同模具型面的不同結構的模具銑刀。根據不同的模具型面特點,正確和合理的選擇可大大提高模具銑削加工效率并減少刀具的浪費,降低生產成本。
適用于不同模具型面的不同結構的模具銑刀
模具粗加工的主要目標是追求單位時間內的金屬去除率,并為半精加工準備工件的幾何輪廓。模具半精加工的主要目標是使工件輪廓形狀平整,表面精加工余量均勻。在模具粗加工、半精加工中主要進行大進給高效經濟加工,可使用可轉位刀片銑刀及大進給高速銑刀等。其中大進給高速銑刀可以在非常高的切削參數下進行切削,其工作臺進給非常高,但切削厚度小,屬于大進給但小背吃刀量,切削力主要產生在軸向上,可降低振動趨勢并獲得很高的金屬去除率。
(1)粗加工、半精加工不同型面加工時銑刀選用要點
1)粗加工較大的型面(平面,斜面等),應選用可轉位刀片立銑刀、面銑刀、大進給高速銑刀。
2)粗加工、半精加工較小型面,應選用帶圓刀片立銑刀,圓形刀片的圓弧半徑大,刀片強度大。
3)粗加工、半精加工更小的型面,應選用可轉位刀片球頭立銑刀,刀片形狀可選用柳葉形,切削力小,加工效率高。
曲面精加工時采用球頭銑刀,球頭銑刀的球半徑應盡可能選得大一些,以增加刀具剛度,增加散熱性,降低表面粗糙度值。一般情況下,精加工曲面的曲率半徑應大于刀具半徑的1.5倍,以避免進給方向的突然轉變。但加工凹圓弧時的銑刀球頭半徑必須小于被加工曲面的最小曲率半徑,球頭銑刀進行曲面半精銑和精銑;小直徑球頭銑刀可以精銑陡峭面/直壁的小倒角。
但是,采用球頭銑刀通過加大背吃刀量來提高加工效率時,加工后工件上會留下明顯的切削殘留部分,這將增加后續精加工刀具的加工負荷。雖然粗加工效率很高,但會降低后續工序的加工效率。
(2)精加工不同型面時銑刀選用要點
1)精加工較大的型面可選用可轉位刀片式球頭精加工立銑刀,實現高精度加工;精加工較小的型面可選用整體球頭立銑刀實現高精加工。
2)微小圓弧R部的精加工,可選用高精度球頭銑刀,實現高精加工。

高精度球頭銑刀
3)微小尺寸寬度的深溝槽及邊角部位,在每一個工件的清根、清角加工時,可選用小直徑的整體硬質合金刀具。

小直徑的整體硬質合金銑刀


 客服1
客服1 