






在金屬切削加工中,孔加工占有一定比重,各種孔加工刀具被廣泛使用。通常孔加工刀具有如下兩大類:一類是從實心材料中加工出孔的刀具,如麻花鉆、扁鉆、中心鉆及深孔鉆等;另一類是對已有孔進行再加工的刀具,如擴孔鉆、鉸刀、锪鉆及鏜刀等。
鉆頭的分類
根據工件形狀、材料、結構、功能等的不同,鉆頭可分為很多種類,例如,高速鋼鉆頭(麻花鉆、群鉆、扁鉆)、整體硬質合金鉆頭、可轉位淺孔鉆、深孔鉆、套料鉆和可換頭鉆頭等。依照孔的加工需求,以及刀具制造技術的不斷發展。不同材質、結構的鉆頭都具有各自適用的領域。
1. 按刀具材料分 按照刀具材料劃分,鉆頭可分為高速鋼鉆頭、硬質合金鉆頭。高速鋼鉆頭,材質為高速鋼,切削刃鋒利,強度高,價格低廉,但熱硬性不好,壽命較低,適于低速切削,如圖所示為典型的麻花鉆;硬質合金鉆頭,材質為硬質合金,是應用越來越多的鉆頭,有多種結構形式。其中的一種整體硬質合金鉆頭如圖所示。

高速鋼鉆頭
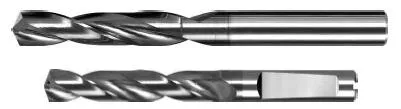
整體硬質合金鉆頭
2. 按刀具結構分 按照刀具結構劃分,鉆頭可分為整體式鉆頭、焊接式鉆頭及可裝配式鉆頭。其中整體式鉆頭又分為整體式高速鋼鉆頭、群鉆和整體式硬質合金鉆頭;可裝配式鉆頭又可分為可轉位刀片鉆頭、可換頭鉆頭、深孔鉆頭、復合鉆頭和套料鉆等。
3. 按刀具功能分 按照刀具功能劃分,鉆頭可分為普通鉆頭、深孔鉆頭、擴孔鉆、锪鉆等。
鉆頭的選用
鉆頭的選用過程如下:
(1) 確定孔徑和孔深。首先依據加工狀況確定工件的孔徑尺寸及孔徑深度。
(2)選擇鉆頭類型。選擇一把用于粗加工或精加工孔用鉆頭的類型,并檢查該類型是否適合工件材料及加工狀況。
(3)選擇刀柄類型。各種鉆頭有不同的安裝形式,選擇與加工機床相適應的刀柄類型。
(4)選擇刀片。如果選擇了可轉位刀片鉆頭,必須選用適合加工的刀片材質、幾何角度及其刀片斷屑槽形。
(5)選擇切削用量。根據所選鉆頭尺寸及結構,合理選用切削參數。
鉆頭作為孔加工中最為常用的刀具,被廣泛應用于機械制造中,特別是對于冷卻裝置、發電設備的管板和蒸汽發生器等零件孔的加工等,應用面尤為廣泛和重要。鉆頭具有頂端部分的切削刃與刀體部分的排出切屑用槽,切削時,越接近外圓部分鉆頭的切削速度越高,向中心切削速度遞減,鉆頭的旋轉中心切削速度為零。


 客服1
客服1 