






(一)拉刀的結構
圓孔拉刀的結構如圖所示:
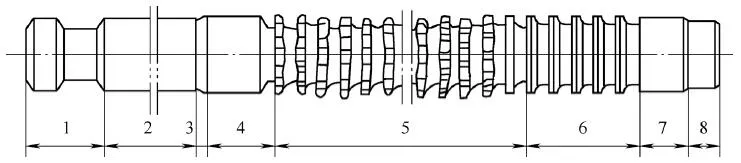
圓孔拉刀的結構
1—頭部 2—頸部 3—過渡錐部分 4—前導部分 5—切削部分 6—校準部分 7—后導部分 8—尾部
(1)頭部——與機床連接,傳遞運動和拉力。
(2)頸部——頭部和過渡錐連接部分,也是打標記的地方。
(3)過渡錐部分——起引導作用,使拉刀容易進入工件的預制孔。
(4)前導部分——引導拉刀平穩地、不發生歪斜地過渡到切削部分。
(5)切削部分——擔任全部加工余量的切除工作。它由粗切齒、過渡齒和精切齒組成。
(6)校準部分——最后幾個無齒升量和分屑槽的刀齒起修光、校準作用,以提高孔的加工精度和表面質量,并可作為精切齒的后備齒。
(7)后導部分——用來保持拉刀最后幾個刀齒的正確位置,防止拉刀在即將離開工件時,因工件下垂而損壞已加工表面質量及刀齒。
(8)尾部——當拉刀長而重時,可以用托架支托拉刀的尾部,防止拉力因自重而下垂,一般重量較輕的拉刀則不需要尾部。
(二)刀齒的幾何參數
拉刀切削部分的主要幾何參數如圖所示。
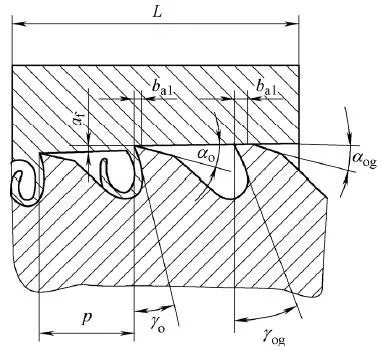
拉刀切削部分的主要幾何參數
(1)齒升量af——前、后兩刀齒(或齒組)半徑或高度之差。粗切齒af=0.02~0.20mm,精切齒af=0.005~0.015mm。
(2)齒距p——相鄰兩刀齒之間的軸向距離。齒距根據孔的拉削長度計算,拉刀同時工作齒數可取3~8個。
(3)前角γo——前角根據工件材料選擇。一般高速鋼拉刀切削齒的前角γo=5°~20°,硬質合金拉刀的前角γo=0°~1.0°,校準齒前角γog與切削齒前角相同。
(4)刃帶ba1——為了增加拉刀的重磨次數,提高切削過程的平穩性和便于制造時控制刀齒的直徑,在刀齒后刀面上留有一后角為0°的棱邊。


 客服1
客服1 