






微量潤滑的潤滑方式
微量潤滑技術主要包括氣霧外部潤滑和氣霧內部冷卻兩種方式:
氣霧外部潤滑

氣霧內部冷卻
1.氣霧外部潤滑方式 將切削液送入高壓噴射系統并與氣體混合霧化,然后通過一個噴嘴或多頭噴嘴將霧滴尺寸達毫米、微米級的氣霧噴射到加工刀具表面,對刀具進行冷卻和潤滑。
2.氣霧內冷卻方式 通過主軸和刀具中的孔道直接將冷卻氣霧送至切削區域,進行冷卻和潤滑。內部潤滑系統通過主軸和刀具內部通道供給潤滑劑,可以直接到達加工區域,潤滑充分,一般效果會好于外部潤滑。但內部潤滑系統也有缺點:使機床主軸和工具系統的結構變得復雜,甚至會影響整臺機床的工作性能;當主軸轉速過高時受離心力作用影響,切削液易粘附在主軸和工具的內孔壁,不易達到切削區;加工過程中切屑易堵塞噴口,嚴重影響潤滑效果,內部潤滑系統需重點考慮霧粒生成裝置,生成霧粒的直徑必須足夠小,才能避免慣性及重力的影響,使霧粒保持懸浮狀態,從而順利通過內部通道。根據加工需要,可將兩種潤滑方式配合使用,以獲得最佳冷卻潤滑效果。
微量潤滑切削技術應用
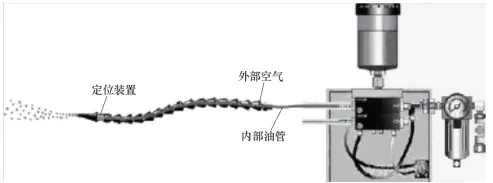
下圖是國內某品牌的微量潤滑內冷霧化系統,氣霧通過機床主軸,經刀具的內孔并由端部噴出,或通過原切削液管路由原噴嘴位置噴出,以達到最佳使用效果,適用于數控車床、加工中心、孔加工機床等。特別適合配合內冷鉆頭、內冷立銑刀、內冷鏜刀以及內冷絲錐等內冷刀具加工;同時也適用于外冷刀具的使用場合。

微量潤滑內冷霧化系統


 客服1
客服1 