






下圖是采用凸三邊形和四邊形刀片的硬質合金可轉位刀片鉆頭的結構和切削圖形。在進行切削圖形設計時應考慮的內容有:
1)內、外刀片應有搭接量(徑向交錯量),一般為2~5mm。搭接的目的:一是切去孔底的全部金屬;二是保護外刀片的后備刀尖不發生磨損,即后備刀尖不參加切削,因為轉位后它將成為鉆頭的刀尖,以保證刀片轉位后的加工質量。使用者還應注意刀片轉位方向。
2)內刀片的切削刃(內刃)不通過鉆頭中心,有(0.01~0.02)d的偏心距離,以利于增大工作后角,若內刃通過中心或高過中心,會導致工作后角為負值和呈現“零速切削”現象,刀片擠壓嚴重,很容易產生崩刃。
3)徑向力的平衡,即內、外刀片各段切削刃所承受的徑向力相互抵消,避免鉆頭偏斜,保證切削平衡和加工質量。
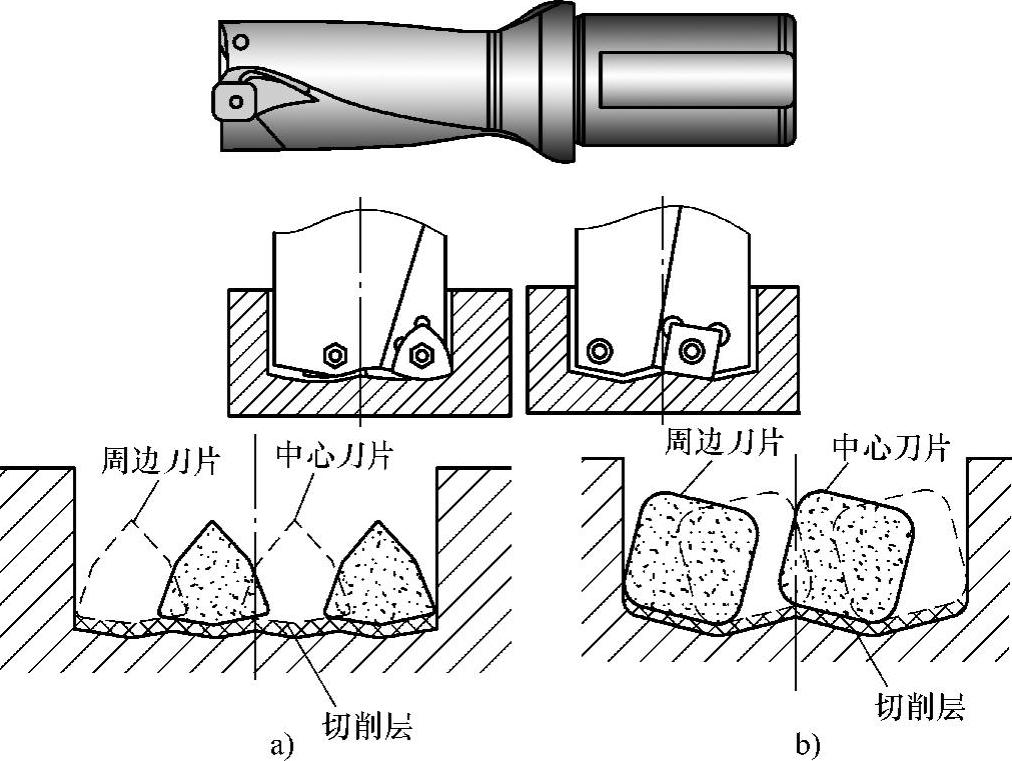
硬質合金可轉位刀片鉆頭的結構和切削圖形
a)凸三邊形刀片 b)四邊形刀片


 客服1
客服1 