






隨著機械加工業的發展,人們開始大力發展切削新技術,使機床切削速度更快,切削負荷更大、切削溫度更高,同時不斷有新工藝出現來適應新材料的加工。新的切削技術主要包括非常溫切削(液態氮和低溫風冷)、干式切削、硬態切削、高壓冷卻切削、高速與超高速切削、高壓切削、激光輔助切削、射流加工、水蒸氣切削以及微量潤滑切削等。
振動切削技術的特點
隨著科學技術的不斷發展,特別是宇航、航空事業的發展,對機器及其零部件的性能和質量要求越來越高。為保證整機及其零部件的高性能和高質量,廣泛使用了具有特殊性能的工程結構材料,如不銹鋼、鈦合金、高溫合金、復合材料與工程陶瓷等,然而這些材料切削加工困難,更難保證高精度的技術要求,為此研究了一種新的機械加工方法,即振動切削,其設備如圖所示。
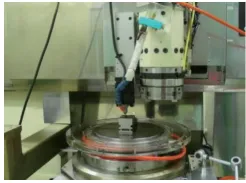
振動切削設備
振動切削是一種脈沖切削,是在傳統切削過程中給刀具或工件施以某種參數可控制的有規律的振動。在切削過程中,刀具與工件周期性地接觸與分離,切削速度的大小和方向在不斷變化。
振動切削的分類
(1)按振動性質分類。①自激振動切削。自激振動切削是利用切削過程中產生的振動進行切削。②強迫振動切削。強迫振動切削是利用專門的振動裝置,使刀具產生某種有規律的可控制的振動來進行切削的方法。
(2)按振動頻率分類:①高頻率振動切削。頻率v>16kHz的振動切削稱為高頻振動切削。②低頻振動切削。頻率v<200Hz的振動切削稱為低頻振動切削。
(3)按振動方向分類。按振動方向可將振動切削分為主運動方向、進給方向和背吃刀量方向的振動切削。
與傳統切削相比,振動切削有如下特點:①切削力大大減小。②切削溫度明顯降低。③切削液的作用得到了充分發揮。④可提高刀具壽命。⑤可控制切屑的形狀和大小,改善排屑情況。⑥提高加工精度和表面質量。⑦提高已加工表面的耐磨性和耐腐蝕性。
振動切削技術的應用
超聲振動切削實際應用如圖所示,它是使刀具以20~50kHz的頻率、沿切削方向高速振動的一種特種切削。在一個振動周期中,刀具的有效切削時間很短,大于80%的時間刀具與工件、切屑完全分離。刀具與工件、切屑斷續接觸,這就使得刀具所受到的摩擦變小,所產生的熱量大大減少,切削力顯著下降,避免了普通切削時的“讓刀”現象,并且不產生積屑瘤。利用這種振動切削,在普通機床上就可以進行精密加工,圓度、圓柱度、平面度、平行度以及直線度等幾何公差主要取決于機床主軸及導軌精度,最高可達到接近零誤差,使以車代磨、以鉆代鉸、以銑代磨成為可能。與高速硬切削相比,不需要高的機床剛性,并且不破壞工件表面金相組織。在曲線輪廓零件的精加工中,可以借助數控車床、加工中心等進行仿形加工,可以節約數控磨床購置費用。
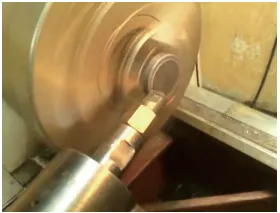
超聲振動切削圖


 客服1
客服1 