






鉸刀是定尺寸刀具,直徑及其公差的選取主要取決于被加工孔的直徑及其精度,同時,也要考慮鉸刀的使用壽命和制造成本。鉸刀的公稱直徑d0是指校準部分中圓柱部分的直徑,它應等于被加工孔的基本尺寸dww,而其公差則與被鉸削孔的公差、鉸刀的制造公差、鉸刀的磨損儲備量H和鉸削過程中孔徑的變形性質有關。根據加工中孔徑的變形性質不同,鉸刀的直徑確定方法如下:
(1)加工后孔徑擴大 鉸孔時,由于機床主軸間隙產生的徑向圓跳動,鉸刀刀齒的徑向圓跳動、鉸孔余量的不均勻而引起的顫動、鉸刀的安裝偏差、切削液和積屑瘤等因素的影響,會使鉸出的孔徑大于鉸刀校準部分的外徑,即產生孔徑擴張。這時,鉸刀直徑的極限尺寸可由下列公式計算
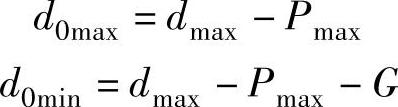
式中 d0max——鉸刀的最大極限尺寸;
d0min——鉸刀的最小極限尺寸;
Pmax——鉸孔時孔的最大擴張量。
(2)加工后孔徑縮小 鉸削力較大或工件孔壁較薄時,由于工件的彈性變形或熱變形的恢復,鉸孔后孔徑常會縮小。這時選用的鉸刀的直徑應增大一些,可按下列公式計算
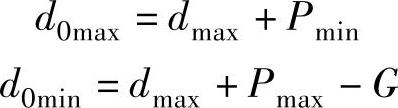
式中 Pmin——鉸孔后孔直徑的最小收縮量。


 客服1
客服1 